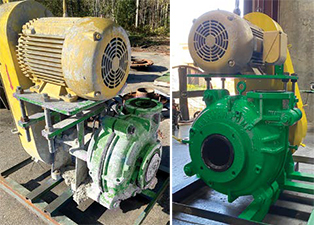
 Pump suppliers have increased their capabilities or modified or improved
Pump suppliers have increased their capabilities or modified or improved
their offerings to address
challenges to customers posed by supply chain
and labor market constraints. Above, a pump is inspected
at GIW’s spacious
new facility in Grovetown, Georgia. (Image: GIW)
The supply chain issues affecting
OEMs and their customers in the big
slurry pump space are nothing new. According
to a longtime expert and company
owner, they have been around in
some form or another for at least the
last few years. It is within the last couple
of years that they became critical.
“Products and materials that were available
in a few days or weeks now can
take several months,” said Nick Schur.
“Every plant we visit tells us the same
thing, ‘we can’t get parts.’”
For example, recently one miner told
him it lost 16 hours of production for lack
of a $20 part that had been on order for
more than six months. “This new normal
has forced maintenance departments to
change the way they plan for major outages
and basic day-to-day repairs.”
It has also changed the posture and
offerings of the OEMs. The new pumps
out now require less maintenance, are
easier to repair, and are backed by, or
are part of, service programs that simplify
maintenance and repairs. All of that
speaks to helping a customer beat supply
chain and labor market challenges.
And it is but one example of how the latest
offerings and developments on and
in the market are geared towards beating
those persistent challenges.
Pump Exchange-Repair
Programs
Schurco Slurry said its exchange and
repair programs help participating customers
answer constraints presented by
both the labor market and supply chain.
“Schurco Slurry created Pump and Bearing
Assembly Exchange-Repair Programs
for facilities that operate Schurco
and Warman slurry pumps,” Schur, president
of the company, said. “These programs
not only alleviate supply chain and
personnel issues, but also reduce the
plants’ inventory and has them operating
pumps with a warranty.”
The constraints posed by the trends
can often show up as parts shortages,
long lead and delivery times on parts,
and insufficient manpower at the mine to
do the repairs and maintenance. “Schurco
can erase each of these issues with
our Pump and Bearing Assembly Exchange-
Repair Programs,” Schur said.
The supplier maintains on hand inventory
for more than 75 Schurco pumps
and more than 100 bearing assembly
units. “We can ship the same day, or in 2
to 3 days, guaranteed,” he said. “Just let
us know the pump or bearing assembly
manufacturer, model, size and materials
of construction and we will have equipment
on the road.”
Once the exchange equipment arrives,
“the worn pump or bearing assembly
is removed and the dimensionally
and hydraulically interchangeable Schurco
exchange unit is installed,” Schur
said. “When the worn unit is ready to be
shipped back to Schurco, just mount it
on our heavy-duty shipping skid and we
schedule pick up,” he said. “Once we receive
it, the worn unit will be disassembled,
evaluated, and a detailed report
sent with a quote that is to be completed.”
Benefits include increases in efficiency
and ease of maintenance and planning. There is “no waiting, no plant
expertise needed to repair, no worry
about parts availability,” Schur said.
“And unlike repairs by the customer’s
personnel, the pump or bearing assembly
is now operating with our Schurco
Slurry warranty.”
 Schurco Slurry stocks a wide range of pumps and parts for rapid distribution
Schurco Slurry stocks a wide range of pumps and parts for rapid distribution
as part of its Pump and
Bearing Assembly Exchange-Repair Programs.
(Image: Schurco Slurry)
The programs are gaining in popularity
as the trends persist. “In 2022 we completed
71 exchange-repairs with partners
in sand and gravel, copper, gold, power,
coal processing, and cement plants,” he
said. “In January 2023, we completed 16
exchange-repairs.”
The programs have enabled customers
to conduct business as usual, which
these days is considered value added.
“As one mine manager told me, ‘We are
experts at mining. We get paid to mine
ore, separate and extract the valuable
material that makes our company money,
not repair pumps and equipment,’” Schur
said. “‘That’s your job so we do not have
down time and keep operating.’”
Extended Wear
Performance Parts
Weir Minerals reported Warman Wear
Reduction Technology (WRT) wear
parts offer superior resistance that improves
pump performance and helps
cut costs. “The WRT delivers improved
hydraulic profiles, reduced turbulence,
extended wear performance and lower
power consumption,” said Elias Aho, divisional
director, centrifugal pump product
management.
“Weir Minerals’ engineers developed
the Warman WRT impeller and throatbush
combination to deliver significant
wear life improvements,” he said. “It’s
a simple, inexpensive upgrade compatible
with all Warman AH, M and L Series
slurry pumps.”
The rubber wear lining is made of
Weir’s unique R55 compound. “Its physical
properties give it a high resistance
to tearing and cuts, which means it’s capable
of performing well in applications
where competitors generally use metal
liners,” Aho said.
“The key to formulating a rubber with
high tear and cut resistance lies, in part,
in the reinforcement particles that are added,”
he said. “These filler particles have
varying properties, but, generally speaking,
there’s a correlation between how well
the particles are dispersed and the relative
wear resistance of the final product.”
For alloys, Weir Minerals is increasingly
using Armachrome, an overlay material
for use in mill circuit applications. “It’s
one of the most wear-resistant materials
commercially available and can be added
to pump throatbushes, volute liners and,
most recently, impellers,” Aho said.
“Armachrome wear parts is a bespoke
Weir Minerals solution, and extensive field
results have been extremely positive,” he
said. “For instance, in the oil sands industry,
wear resistance has been significantly
improved relative to white iron.”
Field results there and elsewhere
prove the capabilities of WRT parts. For
example, a study study from a mine in
South Africa found that the Warman WRT
impeller showed enhanced wear resistance,
Aho said. “The impeller was successfully
retrofitted with no mechanical
complications over the course of the trial
and, over that same period, it lasted twice
as long as a polyurethane impeller and
four times as long as a metal impeller.”
The study also looked at power consumption.
“It was demonstrated that
the pump with the WRT combination
consumed 3.85% less power,” he said.
“While this might not sound like a lot, on
a pump that operates 24 hours a day,
seven days a week it adds up to a lot of
kilowatt hours, and, therefore, a significant
reduction in carbon emissions.”
Other operations have reported even
more impressive results, Aho said. “A diamond
mine in North America that had
non-original Warman parts in its AH
pumps in an attempt to reduce costs was
experiencing ongoing reliability issues,”
he said. Weir Minerals proposed a trial
of WRT parts. “Based on the trial results,
wear life improved by 50%, while efficiency
increased by 21%.”
 Warman Wear Reduction Technology impeller
and throatbush
Warman Wear Reduction Technology impeller
and throatbush
increase wear life by up to 50%.
The four-vane design reduces
operating costs.
(Image: Weir Minerals)
Field results from a gold mine in Canada
show that WRT wear-resistance
capabilities deliver reduced costs. “Weir
Minerals partnered with Agnico Eagle’s
LaRonde gold mine in Quebec, Canada
to increase its pump wear life by 130% and save it $70,000 per annum in
spares,” Aho said.
At LaRonde’s SAG mill, a coarse slurry
was fed directly to Warman AH pumps.
“Due to these abrasive conditions, the
wear life of the incumbent pumps was
low, averaging 1,650 hours and, quite
frankly, in need of improvement,” he said.
A competitor offered a trial of non-
OEM liners and impeller, promising to
double the wear life of the existing components
at a significantly reduced cost.
“After thorough review of the equipment,
operations on-site and operational data,
the Weir Minerals team selected a pump
with the latest technology, a Warman
MCR 250 slurry pump, for trial against
the existing pump,” Aho said.
“Then, looking beyond just the pump
itself and reviewing the system as a
whole, Weir Minerals determined that an
improper pump box level control procedure
was contributing to the high wear of
the existing pump and making operations
difficult,” he said.
The Weir Minerals team and Agnico
Eagle operators made adjustments to the
existing level control monitoring system.
“We also implemented a service agreement
with Agnico Eagle, which included a
higher level of support from a Weir Minerals
service center located close to their
site,” Aho said. “The nearby service technicians
would rely on the readily available
local inventory of spare parts, which in
turn would streamline the repair process.”
During the trial, the competitor failed
to assess the application properly, and
installed replicated parts based on older
technology. Their parts lasted 1,300
hours and needed six rebuilds per year.
Several components suffered from premature
cracking.
In contrast, “the Warman MCR 250
pump achieved 3,000 hours of continuous
operation and reduced the rebuilds
per year by half,” Aho said. “This is more
than 80% longer than the existing pump
and more than 130% longer than the
pump with replicator spare parts.”
The operating costs of the MCR 250
were 36% less than either of the incumbent
pumps. It also needed less maintenance
time, he said. “By working together,
the Agnico Eagle and Weir Minerals teams
were able to not only solve the challenge
on site, but also develop an efficient and
cost-effective solution to help Agnico Eagle
get the most out of their equipment.”
The trial shows how, with service centers
in more than 60 countries, Weir Minerals
has the inventory and boots on the
ground to help a customer answer supply
chain challenges. “We are close to
our customers to ensure we can be there
when they need us most,” Aho said.
“Having people and parts on the ground
means that we can be responsive to our
customer’s needs.”
The wear-resistance capabilities of
WRT means components last longer and
maintenance time is reduced.
The WRT parts can be installed during
a normal maintenance shutdown and requires
no special tools. “The two standard
parts are removed and the Warman
WRT parts are installed,” he said. “All
setups, fitment and general maintenance
remain the same.”
Improved Capability to
Deliver, Support
GIW Industries reported it delivered two
“very large, double-wall inboard pumps
and spares” and two submerged pumps
and spares to a Chinese customer.
The pumps were delivered comparatively
quickly, which is noteworthy as GIW
DWD double-wall pumps are among the
largest on the market. The model features
hefty components made of highchrome
white iron. “DWD impellers can
weigh upward of 12 metric tons (mt) each
and are 2.5 m in diameter,” said Peter
Muller, manager, global dredge and
phosphate mining. “The DWD casings
are approximately 4 m high and weigh
about 18 mt each,” he said. “In the past,
an order of this scope would have taken
16 to 20 months, and we would have had
to outsource some of the machining.”
 After almost 10 years in the making and over $100 million total
After almost 10 years in the making and over $100 million total
invested, GIW’s spacious new facility
enables the company to increase
throughput by 30%, reduce cycle times, and improve on delivery time.
(Image: GIW)
With the new capacities and capabilities
of the company’s recently expanded
production facility and slurry pump headquarters
in Grovetown, Georgia, order
completion, from receipt to delivery, took
a mere 14 months.
“We handled all of the white iron
component manufacturing from start to
finish at our facility,” Muller said. “This
includes complete design on the DWD
2200 pumps, patterns, casting, and machining,”
he said. “This quick delivery
time would not have been possible before
the expansion.”
KSB Group, parent company for KSB
Mining and its subsidiary GIW Industries,
announced the completion of the $44
million facility and production expansion
project in Q4 2022.
Rapid order completion is one example
of the capabilities realized since
the manufacturing expansion part of the
project wrapped up in April 2022. “We increased
our throughput by approximately
30%, which reduced cycle times and
improved on time delivery,” said Thomas
Mueller, vice president of operations.
“Things have been going very well
and our operators really value their new
high-tech machinery,” he said. “What is
notable is that we have maintained exceptional
quality despite the scaling up
of productions.” Quality defects detected
after shipment were less than 0.5% of
revenue, the company reported.
At the event celebrating the completion
of the expansion project, employees and community stakeholders toured the facility
to “see the new large-scale machinery that
makes GIW the largest white iron foundry
and machine shop in the world,” said
Meilin Ruiz, GIW brand manager. With
government officials in attendance, KSB
executives spoke on how the expansion
puts KSB and its customers “in a strategically
advantaged position ahead of an
anticipated commodities super-cycle.”
The expansion project “boosted the
local economy and increased employment
opportunities,” Ruiz said. “After almost
10 years in the making, and over
$100 million total invested, the event was
a celebration of GIW’s 130-year history,”
she said, “and its future.”
The expansion sought to improve
both efficiencies and capacity. “For example,
the new shot blast system is a
significant improvement in throughput
and setup reduction,” said Mark Butler,
manufacturing engineering manager.
“Previously, we could only blast one
side of our parts at a time, which is very
time-consuming given the size of our
pump parts,” he said. “Our new heattreat
ovens are significantly larger and
can accommodate over 50 mt each.” The
new ovens are more efficient than their
predecessors and therefore cut costs.
“We now have a new paint-and-wash
system that is very professional and environmentally
friendly to paint our parts,”
he said. “This new paint-and-wash system
addresses setup challenges and improves
quality in multiple ways.”
The facility also now features multiple
large-scale CNC machines “to help improve
manufacturing capacity of our big
pumps,” Butler said. “The largest of the
CNCs can machine a pump flange and
bore in the same setup for significant
time savings,” he said. “These are very
rigid CNC machines that can also handle
better speeds and feeds on white iron
material that is challenging to machine.”
The new facility addresses ongoing
supply chain challenges that have hampered
production across multiple industries.
“Some of our largest customers are
in North America,” said Catherine Nissen,
global supply chain manager. “By
having our foundry here in the U.S., we
are better able to support their needs,”
she said. “We’re able to be more responsive
and we’re able to get them what they
need quicker.”
The new facility also offers the capabilities
required to manufacture some
of GIW’s larger pumps. Before the expansion
project was complete, the GIW
foundry there could produce finished
white iron castings of roughly 17 mt.
“Pumps like the TBC-84 and MDX-
750 took advantage of this output with
casings approaching this limit,” said
Leo Perry, Eng., lead product manager.
“Pumps like the MDX-850 and DWD-
2500 were made possible only after expanding
the foundry capacity,” he said.
“With the prior constraints removed, GIW
Industries is uniquely positioned to serve
the growing demands for large slurry
pumps needed in the mining industry.”
That would include the gigantic GIW
TBC-92, reportedly the largest slurry
pump operating in the Canadian oil
sands. Weighing more than a fully loaded
Airbus A321 plane, it has a 2.3-m-dia.
impeller and adjustable suction liner that
can be moved without shutting down the
pump. The unit offers longer runtimes,
fewer outages, increased production,
and a lower cost of ownership, the company
said. It operates up to 6,000 hours
continuously before needing a wet-end
component change.
The unit can be found in all hydrotransportation
applications, said Erkki
Khohtanen, vice president, sales. “The
success of the TBC-92 is a testament to
KSB’s commitment to meeting customers’
needs from concept to operation,” he
said. “With KSB’s centralized, top-notch
facilities, operators can be certain that
this pump is head and shoulders above
the competition.”
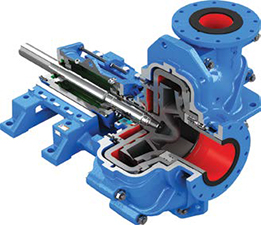 The large-dia. impellers, thick liners, and interchangeable metal and
The large-dia. impellers, thick liners, and interchangeable metal and
rubber wear
parts reduce the maintenance requirements of the XHD
Extra Heavy Duty Lined
Slurry Pump range, reducing total cost of
ownership. (Image: ITT Goulds Pumps)
The expansion project was a natural
outcome of the company’s culture of
continuous improvement, GIW said. The
company lives at the cutting edge of innovation,
said CEO Jonathan Samuel.
“Our goal is to be a premier supplier of
slurry pumps and parts and a reliable
partner to our customers.”
The goal guarantees that in “the future
you will see not only an investment
in R&D, and manufacturing facilities, but
in the development of local expert teams
that serve our mining customers around
the world,” he said. “The design, testing,
manufacture, service and aftersales tech
support of world-class slurry pumps needs
highly qualified and dedicated people, and
this is what we are cultivating every day.”
Improved Performance,
Maintenance Features
ITT Goulds Pumps said it is extending
the XHD Extra Heavy Duty Lined Slurry
Pump range to cover an increased range
of flow rates and discharge heads. The
range of sizes of the elastomer-lined
pumps is also being extended.
“Users will therefore enjoy the benefits
of using the XHD pump across a much wider range of slurry applications,”
said Harvinder Bhabra, global
product manager.
The largest pump in the range currently
offers capacities up to 3,000 m3/h,
and can handle heads up to 85 m, subject
to slurry properties.
With large-dia. impellers, thicker liners,
and interchangeable metal and rubber
wear parts, the XHD pump range is
designed for use with in heavy-duty applications.
Its features offer numerous
benefits that help miners address challenges
posed by constraints to the supply
chain and to labor markets.
“The pumps’ features were developed
to address pain points expressed by customers
in comprehensive voice-of-customer
surveys,” Bhabra said. “The high-efficiency
impeller and volute design coupled
with the liner thicknesses and maintenance
features mean that the pumps deliver a total
lower cost of ownership, contributing
towards a lower carbon footprint,” he said.
“This sets the XHD apart from many existing
slurry pump designs on the market.”
Larger impellers result in the pumps
operating at lower speeds, which reduces
wear rates, delivers a longer mean
time between failures,
and allows for
a planned maintenance
regime.
Other features
include ease of impeller
removal via
an impeller-release
collar located where
parts may seize up
in rough operating
conditions. “The impeller
has a patented
machined thread
that provides the
user with a reliable
method for realignment
during assembly
to the shaft,”
Bhabra said.
Integral lifting
points on major
components also provide safe lifting and
ease of maintenance. The quick wet-end
change-out feature on some pumps can
significantly reduce repair times, particularly
on larger pumps,” he said.
The XHD range allows maintenance
of the running gap between the impeller
and suction side liner through bearing
assembly adjustment on all pumps.
The patented i-Alert condition-monitoring
module is available on the power
end as an optional feature giving an early
warning of possible failures from excessive
temperatures or vibration.
As featured in Womp 2023 Vol 03 - www.womp-int.com