 Effective machine maintenance is an important factor in achieving
Effective machine maintenance is an important factor in achieving
operational goals such as improved
productivity, safety and availability.
A well-planned approach that combines sensible implementation with
useful
emerging technologies can bring benefits in maintenance-related
cost, time and resource outlays.
When it comes to planning, the mining
industry takes a back seat to no one.
Scoping, prefeasibility and bankable feasibility
studies and financing plans guide
a companys path toward commercial
development of a mineral deposit, while
production, ESG, closure/reclamation
and other plans outline strategies for operating
a mine within the bounds of business
and regulatory constraints.
In an industry where it may take 20
years to bring a major mine into production,
nobody has to sell a CEO, CFO or
even CIO on the value of project plans.
Theyre simply part of the fabric that connects
a promising concept to eventual
operational reality. It might be a harder
sell, however, when it comes to planning
initiatives such as large-scale computerized
asset management (AM) or equipment
maintenance programs (CMMS),
which are entirely optional and require
top-to-bottom management commitment
of time, resources and money to achieve
goals that, to a skeptical observer, might
seem more aspirational than empirical.
Yet, its generally recognized that mine
design, equipment maintenance and production
scheduling should be considered
equally important elements in the overall
planning process if the goal is to obtain
optimum benefit from production equipment
throughout the life of the mine.
Making the business case for enhanced
maintenance planning is getting
progressively easier, though, because its
an area in which mining companies now
have the opportunity to obtain unprecedented
value through the convergence of
the industrys move toward digitalization
with recent advances in technology that
enable enhanced data collection and robust
analysis. This makes it simpler to
get a handle on machine-health trends,
and along with the increasing unpredictability
of external events that have the
potential for affecting production, seems
likely to push mining companies even
more strongly toward adopting innovative
methods for eliminating uncertainty in
mine operations that are under their control.
Maintenance falls into that category.
Looking industry-wide, mining-company
maintenance programs are scattered
along the spectrum of scope and
sophistication, starting from those that
depend on basic reactive maintenance
strategies to others committed to predictive
maintenance and PdMs more intelligent
offspring, prescriptive maintenance
(RxM). In fact, a 2021 GlobalData survey
indicated that about 75% of the mining
companies responding to the survey had
made at least some level of investment in
PdM for their fixed and mobile assets.
Without careful preplanning, however,
organizations can run into problems right
from the start of a maintenance-improvement
initiative. Consultant firm McKinsey
& Co., in an article aimed at explaining how
companies can realize more value from
their PdM efforts, highlighted several things
that can stand in the way of a successful
large-scale program, with most companies
facing issues in one or more of these areas:
Data is insufficient, inaccessible or of
low quality;
Technology is inadequate, with too few
sensors or poor IT infrastructure;
Prioritization is difficult, as companies
lack a clear view of which assets to include
in their PdM programs;
Capabilities are missing, such as data
engineers and data scientists required
to build advanced analytical models;
Change management is weak, often because
of user-unfriendly design;
Economic return is low, due the high
cost of developing models to cover diverse
assets and numerous potential
failure modes.
Having an incomplete understanding of
program elements and objectives was also
identified as a basic issue by participants
in a virtual workshop on asset management conducted by the Global Mining Guidelines
Group (GMG) in 2021. The factors
listed as necessary to overcome common
obstacles in the way of establishing a
strong management framework failure
to include all departments, siloing, lack of
integration between strategic planning and
operational activities, etc. included:
Better articulation of the framework
business value proposition;
Pragmatic examples (of a simple asset)
to demonstrate benefits to operational
crews;
Understanding the relationship between
asset and maintenance management;
Linking asset management and value
drivers to financial incentives;
Agreement on the ROI of a framework
approach;
Effective change management and
communicating business value.
Data Dependence
With the exception of reactive maintenance,
which requires no data at all to
function as intended, all subsequent
maintenance approaches from preventive
maintenance (PM) and condition-based
maintenance (CBM) on through to PdM
and RxM require machine data, beginning
with simple historical information on
time and usage needed for PM and expanding
to the massive volume of input
demanded by RxM to learn root causes
of machine failures and make suggestions
for specific corrective action. This need
for timely and comprehensive data might
be a stumbling block in the industrys
drive toward digitalization, according to
some recent studies, because the likelihood
of success depends on connectivity
of IIoT systems. A 2021 report by satcom
provider Inmarsat indicates that despite
the accelerating speed of IoT deployment
over the course of the COVID-19 pandemic,
poor or unreliable connectivity is still a
widespread problem in the mining sector.
According to the report Industrial IoT
in the Time of COVID-19, 92% of all mining
businesses experience connectivity
challenges when trialing IoT projects and
72% dont find public terrestrial networks
completely suitable for their IoT needs.
Where terrestrial connectivity, such
as cellular or fiber, is either limited or
non-existent, mining respondents prioritize
reliability (51%), latency (41%) and
bandwidth/speed (40%). This focus on
reliability of IoT connectivity is even more
pronounced in certain countries such as
Canada (60%) and Australia (57%), as
both have vast remote territories with limited
terrestrial connectivity. Additionally,
only 10% of mining respondents in Canada
said public terrestrial networks were
completely suitable for their IoT needs.
Overall, the Inmarsat report said there
is still a considerable amount of work
to be done to improve IoT connectivity
strategies, with only 39% of mining organizations
using some form of backup
connectivity to continue collecting IoT
data in remote areas away from terrestrial
communications. Again, there is a notable
geographical variance here, with only
21% of mining businesses in Latin America
electing to use some form of backup
connectivity when they cannot access
their chosen connectivity type.
An IDC 2021 Worldwide Mining Decision
Maker Survey revealed that 86% of
mining companies plan to invest in wireless
infrastructure in the next 18 months,
with most of them naming 5G as their priority
because of its lower latency and higher
bandwidth. Cellular and networking service
vendors are aggressively refining and
improving their 5G cellular platforms to
handle industrial-grade demands in mining
environments, often working closely with
equipment suppliers to ensure integration
throughout a mines equipment fleet.
For example, Nokia and AngloGold
Ashanti Colombia, in collaboration with
Epiroc, Sandvik, Tigo and OSC Top solutions,
recently conducted the first underground
5G mining trial in Jerico, Colombia,
where AngloGold Ashanti owns and
manages the Quebradona copper-gold
project. According to Nokia, the successful
trial proves it is possible to deploy
multiple mining use cases over a private
5G industrial-grade network in a challenging
underground environment.
Four mining use cases were tested as
part of the trial including mission-critical
communications, connectivity and remote
teleoperation of vehicles, mining machinery
and systems, and inspection and monitoring
with drones and high-definition cameras.
Nokia deployed an industrial-grade
5G private wireless network with speed in
excess of 1 Gbps and ultra-low latency. The
network is powered by the Nokia AirScale
5G portfolio in the 3.5 GHz spectrum band
with the support of Tigo Colombia.
Nokia and Sandvik also are collaborating
with Finnish technical research
organization VTT to conduct 5G-powered
research on advanced connectivity in underground
mine applications. The Next
Generation Mining (NGMining ) project is
funded by Business Finland and is aimed
at bringing together industrial 5G private
networks, edge computing and AI solutions
to enable digital transformation in
mining. The projects goal is to build Proof
of Concept experimental systems to evaluate
integrated connectivity solutions,
which will then be tested in harsh underground
mining environments. The objectives
cover spectrum usage in the underground
mining environment, 5G modems
integrated in relevant machinery and user
equipment, and edge computing.
For companies that already have a solid
connectivity setup, another potential
obstacle in the way of data-driven maintenance
planning can be how to handle
incoming data for maximum usefulness.
As industrial optimization software developer
AspenTech pointed out in a recent
white paper*, there are a number of prescriptive
maintenance solutions available
on the market, and it can be difficult to
know which one to choose. First, some
questions need to be answered:
Does the solution work using existing
data and resources?
How far in advance does the solution
alert users prior to potential equipment
breakdown?
Does the solution provide precise failure
pattern recognition so operators can act
on predictions with confidence?
How quickly can the solution adapt to
new operating modes and processes?
Can the solution be easily configured by
a companys internal team?
With an eye toward providing a solution
for companies that might have limited
data-analysis resources, the most
recent version of AspenTechs Mtell RxM
software includes Aspen Maestro, a feature
that automates the development
of better models by guiding less-experienced
users on how to build a particular
model or agent. Maestro, according to the
company, is an AI-based agent that can
quickly and efficiently perform data analysis
tasks that might take humans days or even months to perform. These include
identifying multiple failure modes that
share identical root causes, searching for
different operating states that result in
similar outcomes, distinguishing cascading
failure modes where one event causes
others, explaining failure modes using
first principles, and identifying failure
modes that may take months to evolve.
Potential savings from this level of
analysis can be sizable. AspenTech highlights
several examples of how Mtell can
potentially pay off for users, involving
repair and lost production costs for both
mobile and plant equipment applications:
Continuous Miners Monitoring cutter
motors to schedule planned maintenance.
Potential savings: $300K/yr.
Haul Truck Using machine learning
to optimize scheduled maintenance for
ultra-class haul truck engines. Potential
savings: 10% reduction in maintenance
spend.
Conveyor Belt Identifying gearbox oil
imbalance on startup in advance of actual
problem occurring. Potential savings:
$1 million per failure.
Crusher Conveyor Taking early, lessdisruptive
action to decrease the likelihood
of a major asset breakdown. Potential
savings: $500,000.
Pump Using data to replicate the wear
pattern of faulty pumps and apply it to
additional pumps, demonstrating scalability.
Potential savings: $2.5 million/yr.
Back to Basics
Two of the most essential maintenance
activities at any mining operation are tire
care and equipment lubrication. The task of
administering these basic services to mine
equipment fleets that face unique combinations
of high payload demands, long shifts
and wide exposure to extreme weather conditions
is a formidable challenge to any
maintenance organization or plan but potential
solutions are available from a variety
of sources. Here are just a few examples.
 As part of an overall maintenance plan, a tire management program like
As part of an overall maintenance plan, a tire management program like
Kal Tires TOMS can be implemented to establish
and maintain benchmark
tire care strategies including inspection frequency and guidelines, tire
rotations,
target cold pressures and rim non-destructive tests (NDTs).
Haul truck hot tire incidents can be
highly detrimental to production, and their
detection often depends on an operator
smelling smoke or seeing some other indication
of a problem. But what happens
when a mine turns to autonomous haulage
and operators are no longer needed?
Kal Tires Mining Tire Group and Australia-
based computer vision specialist Pitcrew
AI have developed a tire monitoring
system designed to offer mines autonomous
detection of hot tires, tire separations
and other tire and mechanical damage
without the vehicle needing to stop.
Inspection anomalies are automatically
transmitted into TOMS, Kal Tires proprietary
Tire Operations Management System.
Tire pressure monitoring systems
(TPMS) can give a strong picture of whats
happening inside the tire, but so much
that can indicate the potential for tire failure
happens outside the tire. We knew if
we wanted to give customers the ability to
make better operational decisions and be
a part of the future of autonomous mining
wed need to add external telematics to
the mix, says Dan Allan, senior vice president,
Kal Tires Mining Tire Group. Pitcrews
AI, and their vision for the technology,
supports our goal of solving customer
challenges in practical, impactful ways.
Autonomous inspection will be a requirement
for the autonomous fleets of
the future, said Tim Snell, managing director
of Pitcrew AI.
The automated inspection stations monitor
front and rear tires of mining trucks
passing by. The AI software searches the
thermal imaging video footage for anomalies
such as hot spots, belt edge and tread separations
and other mechanical problems.
These findings are reported into TOMS. The
system then automates inspection work orders
as part of a self-reinforcing feedback
loop and then schedules tire change work
as necessary based on damage severity.
We are really excited by the potential
of what we might find when we combine
the Pitcrew data with TPMS and our other
data streams. Together, these tools bring
incredibly valuable information about how
the tires are performing and we intend to
build predictive models that will enable
Kal Tire and our customers to make better
and earlier decisions about preventive tire
repair or replacement, and that will have
a significant impact on driving haul truck
productivity and safety, said Christian
Erdélyi, TOMS system and implementation
manager at Kal Tire.
After a successful demonstration of
system operation in hot weather regions
in Western Australia, Kal Tire worked with
Pitcrew to develop a cold weather version
capable of withstanding temperatures of
-45C. A test winter model is now operational
in northern Canada.
There is also great potential for this
real-time inspection technology in underground
mines where doing regular equipment
inspections can be challenging as
well as to support the growing move towards
autonomous mining. We recognize
that this is new technology and how important
it is to get it right, especially in the
autonomous space, said Erdélyi. Thats
why were investing resources so heavily in
this solution. Our vision is to offer Pitcrew
as an integrated solution along with TOMS
as part of Kal Tires service offering.
2021 was a grim experience for highvolume
lubricant consumers, with prices for oil, grease, chemicals, coolant, DEF
and related products rising in double-digit,
multiple increments throughout the year.
But however important the price of lubricants
may be, the financial impact of poor
choices or incorrect usage can eclipse the
purchase cost of these products. When a
major piece of equipment breaks unexpectedly
from a lubrication problem and
immediate replacement of that asset isnt
possible, the total cost of the failure from
lost production, expedited parts delivery,
unscheduled labor and related expenses
can reach into the million-dollar range at
large-scale mining operations.
Various levels of lube-service management
and monitoring services designed to
help customers achieve total cost of ownership
(TCO) savings through lower maintenance
costs, reduced equipment downtime,
and productivity improvements
are available from every major lubricant
supplier, such as ExxonMobils Mobil Serv
suite, Chevrons Lubewatch oil analysis
service or TotalEnergies TIG 6 system.
Heres how Thejas Srinivasan, commercial
brand advisorfuels and lubricants,
for Canadas Imperial Oil Corp.,
explained Mobils approach during a
show-floor interview at MINExpo 2020
(Imperial is 69.6% owned by ExxonMobil):
Our Mobil Serv suite covers various
types of services and part of that is our
field engineers working with maintenance
managers to optimize their strategies.
Weve been able to work closely with customers
to help extend their PM intervals.
If you dont have to bring equipment in
for an oil change or a filter change [as frequently],
and if you can eliminate half the
PMs that youre doing, thats more time
that the fleet can be out in the pit.
Under our Mobil Serv umbrella, were
launching a new digital product called Mobil
Serv Asset Management. Its a product
thats really meant to enable maintenance
managers to look across the entire fleet to
understand how compliant they are with
their maintenance tasks. This new system
also integrates with legacy systems,
some of which can be very cumbersome
and difficult to use. This is an app-based,
mobile-friendly product. When you have a
technician out in the field who completes
a task, he clicks a button to record that
its been done. If he sees a piece of equipment
that needs work, he can click a picture
and you can set it up so it automatically
generates a work-order. Its a very
slick new technology and a lot of mines
are expressing interest in it.
Upgrade to Minimize Upkeep
Although not technically a plan, one
of the most effective ways of reducing
maintenance is simply to buy wisely not
just consumables, but primary production
equipment, repair parts or service
upgrades, as well with a goal of minimizing
maintenance concerns by taking
advantage of improvements in equipment
design and available services.
The potential benefits of upgraded machine
design are illustrated by Caterpillars
recently-introduced D10 dozer, which features
a larger engine oil sump that extends
oil change intervals, and new push arm
bearing inserts that are claimed to improve
reliability and reduce overall rebuild time.
In addition, Cat said its new 992 wheel
loader offers extended major component
life and up to 10% lower maintenance costs
through features such as improved hydraulic
systems filtration and pump prognostics
for the implement pump that reduce machine
downtime. The new loader displays
the remaining useful life for the engine air filter, allowing technicians to plan ahead
for machine servicing. S·O·S fluid sampling
ports are accessed from ground level and
filters are organized by type and change interval
to increase maintenance efficiency.
Cat also announced in 2021 that it was
expanding its portfolio of Customer Value
Agreements (CVAs), a selectable package of
support and maintenance agreements that
can be tailored to meet specific customer
needs. Among the new CVA offerings are
Maintenance for Mining, with which Cat will
deliver the right parts at the right time, kitted
for each maintenance interval, lowering
total cost of ownership by optimizing drain
intervals; and powertrain, undercarriage and
hydraulic hose CVA options that variously
provide zero upfront cost, protection beyond
standard warranty coverage, inventory management
and other benefits depending on
the specific CVA, some of which are available
globally and others on a regional basis.
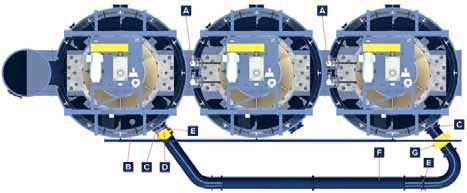 FLSmidths Flotation Bypass system provides a way to bypass a single flotation cell for service without need to shut
FLSmidths Flotation Bypass system provides a way to bypass a single flotation cell for service without need to shut
down the entire line. Major components include: (A) upstream/downstream isolation flange, (B) Multi-Sense level
sensor.
(C) modified manway hatch, (D) knife gate valve, (E) flexible expansion joints, (F) Piping segments,
and (G) pinch valve.
At MINExpo, Adam Kropp, senior product
manageraftermarket at Komatsu,
called attention to the benefits offered by
OEM repair or replacement parts, which
may have been redesigned or upgraded
from the original and can often provide better
service life and improved performance.
Using the companys line of large-capacity
mining shovels as an example, he noted
that Komatsus Delta Max crawler shoes
have a 20% life increase over the standard
Delta shoe, with design features that include
a solid roller path with a filled core
to help increase shoe life by increasing the
resistance to crush; raised roller path, to
improve overall system clearance to help
extend life; and larger pin size that is up
to 35% stronger than standard pins for
increased fatigue life. The shoes can be
installed on any P&H 4100 series shovel
with the Delta undercarriage system.
Kropp noted that the company takes
customer requests for machine improvements
seriously and pointed to a lubrication
system upgrade in this case, a
positive pressure grease system that the
company designed in response to customer
input and recently added to the catalog
for its 2350 series hybrid-drive wheel
loaders that in some applications has
provided up to a 200% increase in the
life of that models hoist cylinders.
Opportunities for improvements in
maintenance planning and performance
through parts and service upgrades arent
limited to the mining side of operations.
Inside the plant, grinding mill and
flotation cell maintenance, for example,
can be risky from both a safety and production-
loss viewpoint, as well as labor-intensive
if spillage or leakage occurs. Maintenance-
focused software and hardware
products designed to control and reduce
that risk are available for both applications.
ABB just released a new version of its
Ability Predictive Maintenance solution
for grinding, described as a unique advanced
digital service to maintain, assess
and analyze gearless mill drive (GMD) systems.
According to the company, the system
is now cloud-based instead of sited
on premises and includes a new mobile
application that allows real-time notifications
on fleet status. The Grinding Connect
mobile app, available for iOS and
Android, lets mine operators monitor performance
at any time and from any place.
ABB said the product provides easy
access to GMD system parameters and
allows visualization of performance considering
past activity and real-time data
and assesses future maintenance requirements.
It aims to extend the lifetime of
grinding assets through better use of resources.
It facilitates greater data gathering;
the data sample per mine is increased
and analytics and trends are more reliably
defined. The solution offers fully customizable
dashboards, alarms and events, all
available on the mobile app.
The company pointed to Predictive
Maintenance for Grindings successful use
at the Project Riotinto copper/silver mine
operated by Atalaya Mining in Andalusia,
Spain, where its being applied in combination
with a long-term service agreement,
or LTSA, to support Atalayas SAG
mill operation. In recent years, Atalaya
has depended on higher mill throughput
and metals recovery to offset lower grades
of ore, and the LTSA, according to ABB,
provides lifecycle management to plan,
coordinate and execute services, including
corrective, preventive and predictive
system maintenance, rapid response to
emergency calls and an adaptive approach
to meet modifications in production,
maintenance or shutdown schedules.
For flotation circuit maintenance,
FLSmidth offers Flotation Bypass, a custom-
designed system that provides a
means of bypassing an individual cell in a
flotation cell bank without the need to shut
down the entire line for extended periods.
The bypass system, according to the
company, is an uncomplicated operation
that works on the same principle as a typical
gravity-based dart valve system. It does
not need to be connected to the plants
main control system. The bypassed cell is
safely isolated from the others by installing
an isolation flange on the upstream
and downstream dart valve openings. Key
benefits of the system include reduced
downtime and improved safety, as maintenance
work can be performed on isolated
cells without risk of slurry overflowing the
cell. Its modular design allows the system
to be moved up or down the flotation bank
to bypass all but the first cell.
Conveyor Tech Can Cut
Maintenance Needs
A customer poll conducted a few years ago
by a major conveyor-component supplier
showed that conveyor systems are the
most problematic mine asset type in terms
of reliability. And, as R. Todd Swinderman,
CEO emeritus of bulk material handling
solutions provider Martin Engineering,
pointed out recently, conveyor systems are
getting wider, faster and longer, requiring
more energy to operate and needing better control of throughput. Plant managers
must closely review which new equipment
and design options align with their longterm
goals for the best ROI.
In most cases, with only a marginal adjustment
to belt speed, operators quickly
discover unanticipated problems in existing
equipment and workplace safety,
commonly indicated by a larger volume of
spillage, increased dust emissions, belt
misalignment and more frequent equipment
wear/failures. These problems all
of which have direct impact on maintenance
requirements often can be alleviated
by new technologies and improved
design, according to Swinderman.
For example, as belts get longer and
faster, modern tracking technology becomes
mandatory, with the ability to detect
slight variations in the belts trajectory
and quickly compensate before the
weight, speed and force of the drift can
overcome the tracker. New upper and
lower trackers utilize innovative multiple-
pivot, torque-multiplying technology
with a sensing arm assembly that detects
slight variations in the belt path and immediately
adjusts a single flat rubber idler
to bring the belt back into alignment.
Faster belt speeds can also cause higher
operating temperatures and increased
degradation of cleaner blades. Larger
volumes of cargo approaching at a high
velocity hit primary blades with greater
force, causing some designs to wear
quickly and leading to more carryback and
increased spillage and dust. In an attempt
to compensate for lower equipment life,
manufacturers may reduce the cost of
belt cleaners, but this is an unsustainable
solution that doesnt eliminate the additional
downtime associated with cleaner
servicing and regular blade changes.
Swinderman noted the latest trend in
belt clean blades: Heavy-duty engineered
polyurethane blades made to order and
cut onsite. Using a twist, spring or pneumatic
tensioner, the primary cleaners are
forgiving to the belt and splice but are
still highly effective for dislodging carryback.
For the heaviest applications, one
primary cleaner design features a matrix
of tungsten carbide scrapers installed diagonally
to form a 3-dimensional curve
around the head pulley. Field service has
determined that it typically delivers up
to 4x the service life of urethane primary
cleaners, without needing re-tensioning.
Looking further ahead, an automated
system can increase blade life and belt
health by removing blade contact with
the belt any time the conveyor is running
empty. Connected to a compressed
air system, pneumatic tensioners are
equipped with sensors that detect when
the belt no longer has cargo and automatically
backs the blade away, minimizing
unnecessary wear to both the belt and
cleaner. Additionally, it reduces the labor
needed to constantly monitor and tension
blades to ensure peak performance.
Its clear, he concludes, that automation
is the way of the future, but as
experienced maintenance personnel retire,
younger workers entering the market
will face unique challenges, with
safety and maintenance skills becoming
more sophisticated and essential.
While still requiring basic mechanical
knowledge, new maintenance personnel
will also need more advanced technical
understanding. This division of work requirements
will make it difficult to find
people with multiple skill sets, driving
operators to outsource some specialized
service and making maintenance contracts
more common.
As featured in Womp 2022 Vol 02 - www.womp-int.com