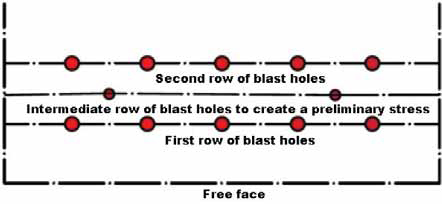
An intermediate row of blastholes detonated immediately prior to the first row creates the needed preliminary
stress to improve fragmentation ‘by approximately 25%.’ (Image: Khalidilla Yussupov)
2021 Blasting Studies Target
Common Challenges
Two studies on blasting optimization and blasting vibration damage disputes
seek ways to attain best outcomes
By Jesse Morton, Technical Writer
The studies targeted optimization of one thing or another. A mine in Kazakhstan experimented with a new blasthole pattern to improve fragmentation. A mine in Mongolia attempted to arrive at a formula for optimizing blasting intervals for decreasing shovel and truck downtime. All of them offer advice worth considering by those seeking the best overall outcomes when blasting.
Optimizing for Fragmentation
A gold mine in Kazakhstan experimented
with adding intermediate blasthole
rows to create additional and preliminary
stress to improve fragmentation.
Belaya Gorka is on the Rodnikovoye
deposit in the eastern region of the Republic
of Kazakhstan. It uses Russian
SBU-100GA-50 drills. Overburden is
moved by backhoe excavators with 2.2-
m3 buckets. Ore is moved using 1-m3
buckets. A fleet of 40-mt-payload-capacity
BeLAZ trucks does the legwork.
The ore, with a grade of 1.44 grams per
metric ton (g/mt), is leached at a recovery
rate of 62%.
The “average uniaxial compression strength of the rocks is 78.2 MPa in the dry state and 55.6 MPa in the wet state,” the study1 said. Both oxide and sulphide materials are present. The swell factor varies but averages 1.6. “Specific gravity also varies from 2.14 mt/m3 for the soft weathered material, 2.58 t/m3 for the hard oxidized material, and 2.72 mt/m3 for the primary hard rocks.” The mine uses vertical blast hole charges on short delays. For drilling and blasting parameters “burden, stemming and charge height are variable due to the presence of many different rock types.”
Explosives used are ANFO for the soft dry areas, as well as FortisExtra 70, and sometimes Grammonite. SenatelMagnum is normally used as a primer. Ammonite and trinitrotoluene blocks are used as well. The “blast holes in the ore blocks are drilled to the depth of 6 m, so that the amount of explosive per 1 m of the blast hole is 9.5 kg.” The “weight of the charge in the blast hole, taking into account the stemming height of 3.1 m, is 27.6 kg.”
Calculations and field results showed that a zone between the hole rows was not being optimally fragmented. “When blasting the second row with a delay, the initial stress is used, only in the section between the first and second rows of blast holes, and most of the area is fragmented by crushing the rock using the power of the blast wave, which several times exceeds the ultimate strength of the rock mass,” the study said. “The remaining part has mainly closed cracks, which, when blasting the next row of holes, do not contribute much to crushing. In the interval between the side of the open pit and the first row of blast holes, the rock is crushed by the tension wave, which occurs when the blast wave is reflected from the free surface of the pit wall.”
The mine decided to experiment with an intermediate row that consisted of significantly fewer and more distant holes between the first and second rows. The intermediate row would be detonated first. The hypothesis is it would create “preliminary stress” that ultimately would lead to better fragmentation. “The distance to the (intermediate) row of holes and the distance between the holes are selected taking into account the burden of the first row of holes, and all holes along the surface must be at an equal distance from these holes,” the study said. “Thus, an elastic stress wave can be created, which will not fragment the rock, but rather create the initial stresses for the further more homogeneous fragmentation of rock by the main blast.”
The first row had to be detonated immediately after the intermediate row. The formula for the delay between the intermediate row blast and the first row blast is: ((square root of) ((the distance between the holes) x 4((the burden of the blast holes along the bottom of the bench)squared))) / (the velocity of the shock wave propagation in the rock mass). “The average delay should be 32 ms.”
The experimental blasting block “consisted mainly of sandstones and siltstones.” The test blasts were followed by “the fragmentation analysis of the crushed ore determined immediately after the blasts, at the block in the open pit, using photos with the planimetric method of measurements,” the study said. Fragmentation improved “approximately 25%, which exceeded the expected results,” the study said. “So, if we take into account that the works during the mining processes are normally cheaper than the works performed during the mechanical ore preparation and processing, we can assume that the additional mining costs will eventually give larger savings in the costs of the downstream processes.”
Optimizing for Decreasing
Downtime
A promising but anticlimactic study2 by
researchers from a state-owned surface
copper miner in Mongolia and universities
there and in the Ukraine arrived
at formulas and models for determining
the best blasting intervals to reduce
shovel downtime.
The study dove deep into the statistical
relationship between blasting and
downtime, but withheld core findings
and related illustrations.
The Erdenet copper-molybdenum operation in Mongolia blasts on Fridays after lunch. The mine uses Liebherr-994B hydraulic shovels, Russian EKG-10 and EKG-15 electric shovels, a Russian RUDGORMASH SBSh-250MNA drill rig, and (130-mt) BeLAZ 75130 trucks. Over the last half decade at the mine, each shovel generally moved between 2 million and 3 million m3 of material per year. Truck- and shovel-related costs at the mine “account for more than 70% of the total operating costs.” Shovel downtime “varies depending on the blasting operation, with a maximum of 865 hours and a minimum of 664 hours per year,” the study said. Each shovel, on average, logs “a maximum of 93.1 hours and a minimum of 83 hours” of downtime per year. “The average calendar time utilization factor for shovels is 0.75.”

In 2005, for the shovels, “36% of technology-related downtime was due to blasting operations,” the study said. Flash forward 15 years and “7% of technology downtime is due to blasting.” (In 2020, for the trucks, 8.7% of technological downtime was due to blasting.)
Statistical software found the linear correlation between the total annual downtime and the annual volume of rock blasted. When V is the annual volume of rock blasted (in 10s of millions of m3), total annual shovel downtime (in hours) equals -508.481 + 85.122V. (Total truck downtime equals -5503.82 + 502.1256V.) The authors hypothesized that “by reducing the number of blasts per year and optimizing them, it is possible to decrease the downtime of shovels, dump trucks, and other machinery used at the mine.” In other words, by optimizing the blasting interval, downtime can be reduced, they said.
The authors reported the formula for the time (in days) between blasts is [(volume of blasted rock mass per bench) x (number of benches worked by shovels)] / (average daily output of the shovels). And the equation for number of blasts per year is (the volume of rock mass to be blasted per year) / (volume of single blast). Therefore to optimize for shovel uptime, increase the volume of blasted rock mass per bench. Bigger blasts, however, mean higher blasting costs. Thus, blasting costs become a variable in the equation.
To simplify the formula and resulting model, the authors then assume “the volume of blasting is regular for a given year,” which means it can be assumed that “the average volume of one-time blasting is regular.” The authors reported that the formula that can be used to arrive at the optimal number of blasts per year is [(number of blasts per year) x (cost of blasting per m3)] + [((annual volume to be blasted) / (volume per blast)) x ((average shovel downtime from blasting work) x (loss per hour of shovel downtime))].
The resulting model is one dimension. The “actual blasting cost will increase directly by the volume of the blasting block, and the downtime of equipment will be a hyperbola type and located in the first quadrant of the coordinate plane.” To drill down further and get a model for the cost per volume blasted, the authors put the costs as subsets of onetime blasts on the left of the equation. This produces an equation with the “cost of blasting” on the left side and the “volume of the rock to be blasted per year” on the right.
The authors further refine the formula, keeping the model one dimensional with blasting costs on one axis and the volume to be blasted per year on the other. “By optimizing the time between blasting through dynamic programming, it is possible to reduce the direct and indirect costs associated with blasting,” the study concluded. Curiously, the report neither gives the coveted Goldilocks interval for Erdenet, nor snapshots of the two critical models. E&MJ wrote the lead author of the study requesting the images, but did not get a response as of this writing. Perhaps Erdenet considers it proprietary information.
New Explosives System Offers Control, Optionality and Ways to Improve Production
Orica reported the new 4D bulk explosives
system delivers explosive energy tailored
to geology and the desired blast outcome.
“4D will enable our customers to access a
wider range of energy-matched explosives
in wet, dewatered and dry blastholes, delivering
optimized explosive energy in real
time,” said Adam Mooney, vice president,
blasting technology, Orica.
The system is comprised of new bulk emulsion chemistry that enables a wider energy range, hardware upgrades to explosives delivery systems, or Mobile Manufacturing Units (MMUs) for improved loading accuracy, and the Orica LOADPlus control system for greater efficiency and productivity. It allows users to go beyond traditional thinking when planning and prepping blasts, Mooney said.
“Blasting has traditionally been considered in three dimensions: width, length and depth; however, decisions on the application of explosives are often one dimensional in relation to the powder factor being applied to the blast, which typically does not account for differences in geology across the bench,” he said. “This essentially means that the same explosive blend and density of product are usually applied to each blasthole across a blast pattern.” 4D changes all that by offering more optionality, greater control and improved productivity. “4D combines emulsion blended with ammonium nitrate porous prills to support both pumped and augered loading methods across dry, wet and dewatered hole conditions,” Mooney said.

On-bench productivity and efficiency is improved by reducing “the quantity of explosives loaded into wet holes, matched to geology, enabling more holes to be loaded per delivery,” he said. That saves “precious turnaround time and enables the loading of more blastholes per delivery.” The ability to auger-load low-energy, water-resistant 4D explosives into dry holes provides sites with long sleep times insurance against adverse weather events, “giving our customers the peace of mind that blast performance will not be compromised,” he said.
The advanced bulk emulsion technology gives up to a “43% reduction in relative bulk strength for soft rock or technical applications, and up to 23% more energy for hard rock applications as compared to Orica’s current product ranges,” Mooney said. “Customers can better control blast vibration while adhering to their maximum instantaneous charge weight.” Among other things, that means less “over-blasting in soft, wet ground, resulting in lower explosives consumption and overall blasting costs,” Mooney said. “The improved energy distribution and the potential for increase in bench heights enables customers to improve the productivity of drilling and blasting and mining near sensitive structures while meeting license requirements.”
By matching the energy to the geology and conditions, the user can reduce postblast fumes. “With the capability to load lower-energy, water-resistant products into damp or wet blastholes, 4D reduces fume risk especially in softer geology,” Mooney said. Multiple customers in Australia are trialing the system, “each with their own unique focus,” Mooney said. “For example, with one customer, we are demonstrating how 4D technology can reduce their overall drill-and-blast cost through lower explosives consumption, as well as better manage vibration in specific areas of their operation.” Another customer is using it with Orica’s Clear range of bulk explosive products to demonstrate the reduction of fume risk in soft and wet ground. “We are also responding to interests in the North American market with our 4D technology set to enter the region by early 2022.”
New Orica MMUs will come standard ready for 4D. “4D is available on our Bulkmaster and Pumpmaster fleet of MMUs, which now include the Tread and Amerind supplied delivery systems,” Mooney said. “This enables seamless deployment of the technology to our customers globally.” The system can be readily integrated with other Orica solutions for additional capabilities and benefits. When paired with BlastIQ, a blast optimization platform, “the capabilities of both can be maximized to deliver the best blast outcomes far more efficiently,” Mooney said. “Customers can gain a much deeper understanding of the geology and blasthole conditions to maximize 4D capabilities and effectiveness.”
The advent of 4D “reinforces our commitment to technology innovation and is in line with our customer-centric technology roadmap and vision of transforming drilland- blast operations to unlock greater mining value, and create safer and more productive blast outcomes for our customers,” Mooney said. “Our 4D capability demonstrates how our new technologies and solutions can be easily integrated to enable our customers to think differently, mine more efficiently and operate more precisely.”