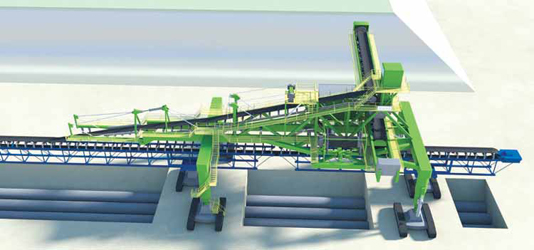
 Bolidens Aitik mine installs new horizontal apron feeders designed by Metso and powered
Bolidens Aitik mine installs new horizontal apron feeders designed by Metso and powered
by twin Hägglunds
hydraulic motors to meet the high throughput demands of a new
crushing plant. The twin-motor confi guration
provides increased reliability and better
maintenance access, along with a boost in reserve power and maximum
plant capacity
of 9,000 t/h.
In the mining industry, material at rest
doesnt make money. Regardless of
whether its newly mined ore, concentrates
or even tailings, a near-constant,
smooth progression of raw feed, fi nished
product and waste from one location to
another is necessary for planning, productivity
and profi ts. An exception to the rule
might apply to heap-leach operations, but
even those depend on material being in
the right place, at the right time, and in
the right condition or blend.
Thats why successful mine operators
are masters of material handling. In an
industry that moves billions of tons of dirt
and rock annually at surface operations
and where new underground projects are
targeting mining rates of 100,000 tons
per day (t/d) or more, a few percentage
points of material-handling ineffi ciency
can translate into lower profi t margins.
The expanding scope and functionality
of digitally oriented, comprehensive bulk
handling packages offered by major players
such as thyssenkrupp Industrial Solutions,
Tenova TAKRAF, FLSmidth, Metso
and others seems to point to a shift in
vendor and end-user focus away from solving
material-handling challenges by application
of sheer physical-equipment force,
to a digitalized, collaborative and often
cloud-based approach that provides wider,
deeper insight into bulk operations and
allows end users to detect and alleviate
bottlenecks, while optimizing the use of
existing assets and requiring fewer workers
on the ground. However, despite the trend
toward digitalization, there will always be
a need for new iron the latest generation
of conveyors, feeders, stacker/reclaimers
and custom-designed special-case material
handlers in a market that is expected
to grow at an annual rate of 4.5% or more
during the coming years. A sampling of recent
material handling projects bears out
this projection. For example:
Siemens and thyssenkrupp Industrial
Solutions announced they will collaborate
to provide high-capacity conveyors for
Anglo Americans new Quellaveco copper
mine in the Moquegua region of Peru.
thyssenkrupp will supply a 4,700-meters
(m)-long, 1,830-mm-wide overland conveyor
featuring dual Siemens 5.5-megawatt
(MW) gearless drives operating at a
design tonnage of about 11,000 t/h. The
scope of supply also includes the complete
material handling system for the
concentration plant, comprising eight inplant
conveyors and 11 belt feeders.
The new conveyor system will initially
move 127,500 tons of primary crushed
ore per day from the pit to the stockpile
adjacent to the copper concentrator. The
conveyor will pass from one valley to another
through a 3.2-km-long tunnel. At
the stockpile end, the systems stacker is
designed to allow the mine to replace the
discharge pulley without the need to clear
out the stockpile for crane access. First
production from the new mine is expected
in 2022. thyssenkrupp also designed
similar systems for the Antapaccay and
Las Bambas mines in Peru.
Rio Tinto selected FLSmidth to supply
key equipment for a new iron ore mine in
Western Australia. The turn-key contract,
valued at $56 million, is for design, supply,
installation and commissioning of
bulk material-handling equipment for the
Koodaideri greenfi eld project. FLSmidth
said it will design the equipment to current
Australian standards and incorporate
smart 3D design and a variety of advanced
engineering solutions such as BulkExpert,
the companys well-established stockyard
and train load-out automation package
that uses 3D laser-scan technology.
Construction at Koodaideri will begin
this year. Full annual production capacity
will be 43 million metric tons (mt) of iron
ore. A recent technical report described
the general scope of the projects plant-related
materials handling requirements: Final
product will be conveyed and stacked
separately on to lump and fi ne product stockpiles, then retrieved by a bucket-
wheel reclaimer. The product stockyard
will have two slewing and luffi ng stackers
of 5,700-t/h capacity, one for fi nes and
one for lump products, as well as a single
slewing and luffi ng boom-type bucket-
wheel reclaimer with an average stockpile
reclaim capacity of 4,690 m3/h. The
reclaimer will collect either lump or fi nes
for transfer to a load-out system capable
of fi lling a 240-car train in 200 minutes.
As part of a billion-dollar capex program
aimed at sustaining existing operations
at its Western Australia iron ore
operations, Rio Tinto Iron Ore also is
spending about $50 million to replace
two ageing stockpile stacker machines at
its Paraburdoo mine with new units from
Tenova TAKRAF. According to Rio Tinto,
the old machines were part of the mines
original infrastructure, stacking the fi rst
load of iron ore from Paraburdoo in 1972.
In 46 years of operation, they stacked
more than 800 million tons of ore, reportedly
requiring only minimal structural
changes throughout that time.
TAKRAF said its offi ce in Perth will
manage the entire project, with support
provided from the companys offi ces in
Brisbane and global competence centers.
The design of the new stackers is under way
and the start of fabrication is scheduled to
begin later this year with installation and
commissioning completed by early 2020.
In April, Bosch Rexroth announced
it had been selected to supply the
drive system for what is thought to be
the worlds largest rail-mounted bucket
wheel reclaimer. Featuring an ore-moving
capacity of 20,000 t/h, the reclaimer
will be installed at the new BHP South
Flank iron ore mine in the Pilbara region
of Western Australia.
Bosch Rexroth will deliver the bucket-
wheel drive system to thyssenkrupp
Industrial solutions, which will design,
supply, construct and commission the
complete machine. The drive system will
be based on Bosch Rexroths Hägglunds
hydraulic direct drive technology, which
it said offers a fl exible-drive layout that is
well-suited to bucket-wheel reclaimers. The
system will utilize the largest hydraulic motor
ever built, the Hägglunds CBM 8000.
In addition to the bucket-wheel drive
system, Bosch Rexroth will supply Hägglunds
drive systems for the slew function
on both the bucket-wheel reclaimer
and two stacker machines at the same
mine site. Each slew drive will comprise
four Hägglunds CB motors with torque
arms and brakes.
According to Hägglunds, its hydraulic
direct-drive systems provide the high
torque needed for bucket-wheel reclaimers,
yet remain lightweight and highly
fl exible. The hydraulic motor is mounted
on the boom to drive the wheel shaft,
while the drive unit with electric motors
and pumps can be situated in a more
central position on the machine. In many
cases, this lets equipment manufacturers
reduce steel bulk and counterweight,
which results in a leaner, more agile and
more fuel-effi cient machine.
Metso used Hägglunds CBM hydraulic
motors in the feed system for a new
crushing plant at Bolidens Aitik mine in
Sweden, a facility that will be instrumental
in reaching the companys long-term
goal to raise that mines production from
36 million to 45 million tons of crushed
ore by 2020.
One of the reasons why Boliden decided
to invest in apron feeders powered by direct
hydraulic drive was frequent problems
with gearboxes. Another was curiosity.
Jörgen Larsson, project manager at
Boliden, explained the original crushing
plant had feeders that
were unreliable
in every way. We had many gearbox
breakdowns over the years and wanted to
improve availability. This will be a test of
hydraulic technology. I have seen Hägglunds
drives in various reference installations
around the world, and during my
investigations I did not hear of any negative
experiences, said Larsson.
The new feed system, incorporating
horizontal apron feeders to the crushers,
is a proven design with many installations
in use around the world. Metso adapted
the system to suit the particular needs of
the Aitik mine. In addition to improved
availability, Boliden set other high performance
demands for the equipment and
Metso accordingly developed a design
based on two CBM 2000-1400 motors
sharing the load on each feed unit, with
a capacity of 8,000 t/h, variable speeds
from 0 rpm to 7.46 rpm and a starting
torque of around 1,000,000 Nm.
We wanted to have some power in
reserve, so thats good. It gives us a maximum
capacity of 9,000 tons per hour. It
also gives us redundancy for all the main
components, so we can drive with one
motor if needed, said Larsson.
On the Pad
Successful heap-leach operations need
consistent, controllable placement of ore
on the leach pad and, in the case of dynamic
(on/off pad) leach operations, the
ability to remove spent ore effi ciently and
relatively quickly. Recent developments at
two German fi rms, FAM and thyssenkrupp
Industrial Solutions, highlight equipment
capabilities that cater to these needs.
 The lizard, a new and unique solution for heap leaching and dry tailings stacking, features a crawler-mounted
tripper car that is
The lizard, a new and unique solution for heap leaching and dry tailings stacking, features a crawler-mounted
tripper car that is
decoupled from the conveyor bridge, which enables it to be controlled independently of the bridge.
Supplier thyssenkrupp
Industrial Solutions says the lizard pays off through a lower investment cost and fewer
fatigue issues on the bridge structures.
Chilean copper producer Codelco
bought a new SR800P9 bucket wheel excavator
from FAM Group for its Radomiro
Tomic mine. The 995-mt machine is assigned
to a dynamic leach-pad operation
and has a handling capacity of 14,500
mt/h, a cutting diameter of 19 m and
bucket-wheel drive rated at 1,000 kW. According
to FAM, it provides cutting-edge
electrical and control technology, including
automatic operation, video monitoring,
multiple radar systems for collision
and stockpile recognition and positioning,
precise GPS positioning, and comprehensive
monitoring to ensure availability.
thyssenkrupp introduced the lizard
system for stacking ore and tailings earlier
this year, explaining that it merges two
established material handling technologies
the conveyor bridge and the crawler-
mounted tripper car into a new concept
that features a tripper car decoupled
from the conveyor bridge, allowing it to be
controlled independently of the bridge.
According to the company, a standalone
tripper car has several advantages.
Because there is no stress from a traveling
tripper car on top of the bridge, the
bridges structural components can be
less bulky and truss assemblies can be
of a simpler design, which results in a
lighter, lower bridge confi guration with
smaller bridge crawler drives and reduced
ground pressure.
The bridge spans fl exible joints arent
stressed by the additional intermittent
load of the tripper car when it is
traveling over the connected bridge segments,
alleviating fatigue issues caused
by cyclic loading.
With lighter loading on the bridge, reduced
bridge construction costs balance
out the cost of the additional chassis and
structure of the tripper car.
This design cuts capex requirements,
says thyssenkrupp, and allows greater
dump height and longer outreach. The
same light design can be applied for the
reclaiming bridge.
Another important element of the
lizard is its multi-crawler drive system.
thyssenkrupp said it has applied a
unique solution to optimize productivity:
A multi-crawler chassis is attached
to the tripper car. The individually controlled
crawler tracks allow movement
in all directions without constraint. This
system can be attached to any crawler to
eliminate the wide steering radius commonly
required by conventional gearing
systems that are normally attached to
these machines.
The system is designed to offer greatly
improved overall fl exibility. As shown
in the accompanying diagram, when the
stacking bridge fi nishes a row, the tripper
car will be at the bridge head or tail end.
Before moving to the next row, the tripper
car turns its crawlers 90° in the direction
of bridge movement without impact on
the systems performance. The tripper car
moves in concert with the stacking bridge
as an integrated stacking system.
In the Yard
The massive bauma 2019 trade show
held earlier this year in Munich, Germany,
provided a showcase for vendors to highlight
not only new equipment, but new
concepts in automated stockyard and port
systems bulk material handling systems.
For example, thyssenkrupp Industrial
Solutions full package comprises four
components:
Operator-less and remote operation Machines,
with minor exceptions, included
in thyssenkrupps smart stockyard and
port solutions will be fully automated;
they can be remotely operated from a central
control room, allowing the number of
workers involved to be reduced because
no direct human interaction or presence
on the machinery is required.
Maintenance Assistance System (MAS)
MAS visualizes, plans and schedules
maintenance tasks. Usage-based maintenance
intervals are calculated automatically,
and necessary maintenance tasks
are assigned to personnel. Locations
requiring maintenance are displayed visually.
MAS is mobile device-ready and
has secure user authentication and an
authorization management system. The
systems easy confi gurability allows maintenance
tasks to be modifi ed based on
company policies, according to thyssenkrupp
Industrial Solutions.
Stockpile Management System This pairs
material-fl ow detection with pile-scanning
instrumentation to create an accurate
and robust digital stockpile that is updated
in real time and allows multiple
machines to work simultaneously on the
same stockpile. Through 3D map visualization
of stockpile condition and shape,
pile gaps can be quickly detected and corrected.
The coordination of all stockyard
machines reduces unnecessary machine
movement, resulting in higher effi ciency.
Drone-based inspection With drones being
touted as the perfect tool to inspect
hard-to-access assets, this capability allows
customers to get quick, cost-effective,
safe and thorough insight into stockpile
conditions without need of workers
scrambling on the piles. The 3D scans
from the drones can be supplemented
with additional information gathered by
thermal cameras mounted on the drones.
Thermal information can be used for condition
monitoring or for identifying temperature-
related damage.
thyssenkrupp said it can evaluate, in
detail, machine and process data from
plants worldwide with a state-of-theart
analysis system. Data is stored and
pre-processed in a structured manner
on site to ensure data quality. The structured
data base is transmitted in encrypted
form to the thyssenkrupp IoT cloud,
where it can be further analyzed to detect
anomalies or recognize patterns. Through
careful technical evaluation, thyssenkrupp
said it can determine optimization
potentials for a plant, its machines and
operations, and can provide recommendations
for achieving improvements.
ABB unveiled the latest version of its
Ability Stockyard Management System,
designed to provide fully integrated, digitally
based and collaborative stockyard and
port operations by connecting all available
information and process data for status
monitoring and performance analysis.
ABB said the system enables seamless
integration in production planning, providing
real-time information on handled
material, and supports the management
of single or multiple inputs and outputs
of different material qualities, storage,
mixing and blending. It is a confi gurable
system that can be used to digitalize the
complete material handling chain. The
material fl ow can be modeled across all
belt conveyors and transportation equipment
with material properties and quality
information via automated data interfaces.
Major features include:
A calculated stacking model built up
according to the tracked material and
acting as a digital twin of the stockyard.
This provides the operator with an
inventory overview at any time, without
the need of an extra survey. All data can
be used for operational optimization
such as effi cient space utilization in a
yard, better planning and scheduling, or more accurate mixing and blending
processes.
Control and prediction of material fl ow
in various lines with material forecast,
tracking and production history.
The ability to coordinate all excavators
in the mine or yard machines in the
plant at the right position with the right
timing, offering proactive production
control, which enables online mixing of
material according to tracking, forecasting
and online quality control.
Laser scanning or drone inspection enable
a nearly real-time update of the pile
surface even after material movements
due to environmental infl uences or due
to the use of mobile machines.
A slice view feature, which gives operators
a view inside a pile to check material
mix and quality, determine its arrival
time, or observe changing material
properties.
Modeling for intra-supply-chain quality
optimization allowing operations staff to
view tons and grade by digging position
and belt-scale values according to information
gleaned from geological models
and online analyzers.
Automated interfaces to other systems
provide a seamless workfl ow from ERP
to control system for mine, plant and
stockyard operations. An integration of
PIMS, MES, production, maintenance
and downtime planning or laboratory
management systems combines all
available information for analytics at
the right time.
ABB noted that the system employs
sophisticated data collection and confi guration
management to interface with various
information technology applications
and platforms. This includes connectivity
to IT and ERP systems through Web services,
TCP/IP socket communication or
direct database access; as well as data
interfaces with OT automation systems
through OPC and if OPC is not supported,
through low-level data interfaces
based on data wrappers.
Inside the System
Although material handling equipment
and systems typically employ large, robust
and powerful machinery, the sum
total of a given systems performance
depends largely on how well its individual
components including everything
from sensors to software have been
integrated into its overall design and how
effectively each of those components
performs its assigned role. Here are a
few examples.
ABBs recently-introduced Ability
Smart Sensor for Dodge mounted bearings
enables health checks for bearings.
Smart-sensor technology provides
an early indicator of potential problems by
assessing the condition of bearings from
vibration and temperature information.
This helps to prevent downtime on applications
such as bulk material handling
conveyors, according to the company.
ABB said the Smart Sensor uses the
latest algorithms to assess, manage and
ensure performance of components.
Eighty percent of bearing failures are lubrication
related and a bearing running
hot can indicate that proper lubrication
procedures are not in place. Monitoring a
bearings vibration can indicate potential
system problems.
The smart sensor is designed to easily
mount to the bearing and communicates
wirelessly via a smartphone or other device. This capability enables convenient
access to the health data of bearings in
hazardous or hard-to-access locations.
WEG announced it has just developed
a new line of motors that incorporate special
features and a new system of brushes
and slip rings (wound rotor motors) making
them suitable for operation in severe
applications. WEG said its M Mining motors
are designed with features that provide
toughness, strength and long-lasting
operation under aggressive environments
typically encountered in mining. The motors
offer IP66 protection and are suitable
for handling critical loads in applications
that require high starting torque. Slip ring
motors are widely used in mining since
they are specifi cally designed to drive
high-torque load demands at low speeds,
combined with low inrush current.
The number of parts and components
has been signifi cantly reduced throughout
the M line, and the use of non-stop
pressure springs helps to minimize brush
wear. In its liftable brush confi guration,
the motor is equipped with a control and
automation system for the brush-lifting
operation, which is preset at the factory
with full logical operation and fault monitoring
via integrated HMI or from a remote
location.
WEG claims the motor line allows users
to simplify startup settings, reduce
operating and maintenance costs, and
increase the reliability of their systems.
Dtect, another tool geared toward maintaining
reliability in rotating machinery,
was introduced by Voith. Its an intelligent
monitoring system that provides real-time
data of driveline performance and coupling
status, enabling an operator to take
actions to prevent potential problems and
avoid unplanned downtime. The company
claims that by supporting better decision
making, Dtect helps to increase productivity
as well as signifi cantly lower production
and maintenance costs. It is specifi cally
designed to work with couplings such as
Voiths SmartSet, but also may be compatible
with other existing couplings.
Through continuous measurement of
the slip angle, Dtect accurately identifi es
and monitors coupling slippage caused by
high torque peaks in a driveline. According
to the company, it uses an updated
quadruple sensor setup that increases
the sensing range without affecting the
resolution of the measurement. By analyzing
the slip behavior of the coupling,
the operator can evaluate if the system is
running at full capacity and if not, adjust
the parameters accordingly. If necessary,
proactive coupling maintenance can be
performed to avoid costly downtime.
Dtect, said Voith, also makes it possible
to monitor multiple couplings at the
same time. It assesses each coupling individually
and communicates the different
parameters via a common interface.
In this way, Dtect allows for simultaneous
monitoring of all connected drivelines.
Operators benefi t from comprehensive
real-time status information provided by
one central system.
Voith further explained that because
Dtect has Modbus TCP/IP communications,
it can be integrated into established
process information networks and
also paired with an integrated HMI touch
panel for highest usability and control,
with status monitoring at a glance. Visual
warning indicators assist operators in
making decisions and taking the necessary
actions in any given situation.
As featured in Womp 2019 Vol 06 - www.womp-int.com