 Not all types of mine equipment are created equal: some are more important to production than others,
Not all types of mine equipment are created equal: some are more important to production than others,
and not all
require the same level or kind of maintenance. A mine-wide equipment strategy is needed to
ensure that each item
gets the maintenance attention it warrants. (Photo: Liebherr).
Maintenance is a key element in achieving
operational goals for almost every segment
of mining activity. At the most fundamental
stage of mine or plant operations, equipment
performance and health have a direct
role in assuring worker safety and productivity.
And, at the highest echelons of mine
management, maintenance planning demands
a level of attention commensurate
for an activity that accounts, on average,
for about thirty cents or more of every operating-
cost dollar. Too much or not enough
wrench time in other words, over- or
under-maintenance can sink carefully
crafted production plans and punch holes
in otherwise-solid operating budgets.
Its also the mine function with the
widest selection of tools and options for
getting the job done and measuring the
effectiveness of planning, scheduling, task
performance and outcome. In the software
and systems area, these can range from
simple work-order generation and tracking
apps all the way up to enterprise asset
management platforms that encompass everything
from maintenance-related human
resource allocation to spare-parts inventory
control. Heres a quick look at a selection of
new-generation solutions designed to make
maintenance more cost-effective and effi-
cient, along with advice from maintenance
experts on structuring critical maintenance
processes and policies.
Whats Out There
There are literally dozens of maintenance
software products available from a variety
of sources, including major fleet-management
solution providers such as Modular
Mining, Hexagon, and Wenco, which
offer maintenance programs as standalone
applications or as modules in their
comprehensive FMS suites. Others are
geared more toward fixed-asset condition
monitoring, such as ABBs Ability Asset
Vista. The latest generation of maintenance
programs take advantage of the
data granularity, management capabilities
and flexibility provided by the Internet
of Things (IoT), cloud computing,
mobile devices and artificial intelligence
(AI), and in many cases are designed to fit
comfortably within larger enterprise asset
management platforms.
Modular, for example, has offered its
MineCare maintenance product since 2003.
It is now in its third iteration, as MineCare
3 a cloud-based, Software as a Service
(SaaS) program that functions as a separate
application or as a module within Modulars
Dispatch fleet management system. According
to the company, the programs SaaS
subscription structure eliminates expensive
IT infrastructure investments, improves
data storage efficiency, and simplifies installation,
upgrades, and management.
SaaS, said Modular, doesnt require capex
investment and has modest network communication
requirements. Its capability to
scale according to user needs allows mines
to monitor and manage a single machine, or
thousands of units across an entire enterprise,
from one centralized location.
Earlier this year, Hexagons Mining division
released HxGN MineOperate Asset
Health, described as a platform of servers
and data-loggers that will extend the life of
mining equipment. Asset Health will help
maintenance and operations staff to identify
machine health trends in real-time,
empowering them to improve efficiencies
and minimize equipment downtime.
The company said integrating Asset
Health with its fleet management system
(FMS) on a common hardware platform
that efficiently uses networking and server
resources simplifies installation for existing
FMS customers. Asset Health can be
used to connect OEM-agnostic platforms
for onboard data logging, telemetry and
messaging. Onboard alerts can be synchronized
with the office, dispatch, reliability
engineering and maintenance centers.
According to Hexagon, future development
will offer Asset Health maintenance
analytics with machine learning models
to improve predictive maintenance capabilities,
enabling maintenance departments to plan for and prevent downtime
and lost revenue.
Prior to the official launch of Asset
Health, Hexagon Product Manager and Innovation
Lead Carl Brackpool offered interesting
insight into the development teams
design approach during an interview on the
companys Spotlight podcast series.
Brackpool said: If you think about all
the sensors on board a large piece of machinery.
Lets take a haul truck, thats the
most common piece of machinery thats
constantly working and its traversing the
greatest distance in an open-pit mine, from
the bottom of the mine over maybe even an
hour to get all the way out to a dump, or a
stockpile, or a processing plant. There are
as many as 6,000 sensors or data points
on board, and the normal ones you look at
are tire pressure, brakes, hydraulic pressures
and electrical systems.
But there are so much more data
coming off these machines: exhaust gas
temperature, turbos, as well as all the environmental
data, things that are offboard
that machine. You know, what time of day
is it? Whats the barometric pressure? Is
it raining? We look at the CRM data and
the human resources data. Is the operator
brand new, just out of training? Did
that machine just come out of the maintenance
bay? If you start stacking all that
data together, youre going to increase the
amount of noise, but our data scientists
are writing amazing algorithms that scrub
away all that noise, and they get it back
down to a very pure data set, and they
start looking for anomalies, things that
dont belong in there.
And if you look at that pattern over a
period of time, that [truck], through machine
learning, is going to say, Im about
to fail. But its an opportune time because
I just happen to be between shifts,
or, Im going to go to the main yard. So
anyway, in short, thats really what were
doing here with the data collection in real
time and processing of that data.
Wenco, a subsidiary of Hitachi Construction
Machinery, offers a threepronged
service-and-software approach as
part of its ReadyLine maintenance package.
Through its ProActive maintenance
service, it can provide consulting experts
to assist in analysis of equipment data,
maintenance records, and other details
to optimize maintenance processes and
practices before implementation of the
ReadyLine program. These services range
from planning optimization, lean maintenance,
workflow and alarms processes to
ISO 55000 readiness and more, according
to the company. By using a combination
of ReadyLine OEM sensor-monitoring
software, business intelligence tools, and
third-party systems, the company said its
experts can create predictive maintenance
capabilities that lead to better maintenance
planning. Areas of focus include
asset health condition monitoring, safety
conditions monitoring, and failure mode
and effects analysis (FMEA). Finally, the
ability to connect with Hitachis Lumada
or other enterprise-wide machine learning
and AI platforms allows ReadyLine to apply
data cleansing to create valuable context
required to use mine data effectively.
E&MJ reported last year on how ABBs
Asset Vista is helping Vale manage the
maintenance of stackers and the conveyor
system at its S11D iron ore project in
northern Brazil. According to the company,
Asset Vista allows the mine to monitor the
functioning of 6,000 critical assets on the
site, including hundreds of transformers
and large motors, more than 1,500 switchgears
and almost 400 drives, and hundreds
of process controllers and servers.
Asset Vista is a fundamental part of
ABBs Ability Predictive Maintenance
service. It pulls together previously disparate
condition data from various assets to
collectively analyze and compare all data,
enabling ABB to provide forewarning of a
potential fault with a proposed solution,
in time to address it before production is
affected. Critical analysis of the assets
takes into account failure modes, available
control system data, as well as information
from pre-installed expert condition
monitoring systems and datasheets.
Technology advances are opening
the door to market entry for new maintenance-
related concepts, multiplying the
options available to fleet and plant operators
for monitoring equipment status and
usage to make better-informed maintenance
plans. As an example, MachineMax,
an off-road fleet management solutions
provider that is majority-owned by Shell,
recently announced it has integrated semiconductor
technology specialist Semtechs
LoRa devices and wireless radio frequency
technology into a new, smart off-road machine
usage-tracking solution.
MachineMax said its devices can be deployed
on to fleet machines in under a minute.
They attach magnetically and dont require
an external power source or additional
infrastructure to begin gathering real-time
data on machine usage status. With Semtechs
LoRa Technology, we were able to
create simple, easy-to-deploy solutions,
which effectively monitor machine status
from anywhere on a mining site, said Amit
Rai, CEO at MachineMax. Real-time data
from the sensors is presented to site managers,
offering tangible insight into their
fleets efficiency. Managers can use this
data to identify problem areas at their site,
and work to reduce machine idling, reducing
fuel waste and maintenance costs.
Semtech claims its LoRa technology
solves many of the traditional radio-frequency
design compromises involving
range, interference immunity and energy
consumption, and offers a low-cost solution
to connecting battery-operated devices
to the network infrastructure.
From Preventive to Predictive
As machine-health data collection and
analysis technologies steadily improve, an
increasing number of fleet and plant operators
are transitioning, either in full or in
part, from preventive maintenance strategies
in which planned upkeep is scheduled
according to usage or time-based
triggers, to predictive maintenance that
compares measured physical parameters
with known operating limits. This allows
equipment problems to be detected and
corrected before a major failure occurs.
The benefits to be derived from the
improved data integration capabilities required
by predictive maintenance can, in
some cases, be a tough sell to corporate,
however. According to a report just released
by Rockwell Automation on the progress to
date of minings move toward digital transformation,
financial departments may have
difficulty recognizing digital value that is
not readily apparent on a balance sheet. For
example, predictive maintenance that helps
avoid a repair cost can be difficult to quantify.
In one interview conducted during the
reports information-gathering phase, a mining
executive explained why. Its a dynamic
non-event...if the event had happened, it
would have cost this much, they said. Accountants
have a hard time, because theres
nothing that happens in the balance sheet.
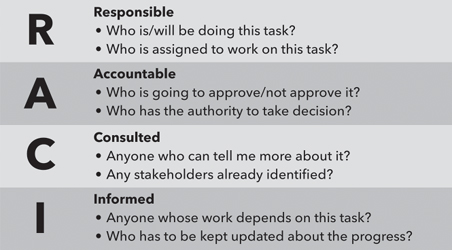 RACI, explained.
RACI, explained.
To make predictive maintenance truly
effective, most maintenance experts say
its crucial to have an equipment strategy
in place to prioritize objectives, ensuring
focus is put on the highest-impact items first. Partners in Progress (PiP), a global
management consulting firm, pointed out
that because many large companies have
too many pieces of equipment to be able
to address them all in the same way, a
defined strategy creates stability and momentum
among staff as they are able to
focus on a manageable number of objectives
rather than a seemingly infinite number
for all equipment. Once equipment
has been prioritized, it becomes easier
to systematically maintain critical items.
This approach prevents management from
trying to do everything at once and incurring
the risk of doing it poorly. Organizations
without equipment strategies run the
risk of having to manage both breakdown
costs and rising over-maintenance costs.
Bluefield AMS, another maintenance
consultancy, listed in a recent blog the primary
reasons for having structured asset
management. According to the company,
a well-constructed asset management plan
actually extends beyond maintenance, and
should not be a set and forget document
that sits on the shelf in a maintenance managers
office: It is the core document that
enables cross-functional alignment and
agreement on how a machine or area of the
plant will be maintained and how it will be
shut down in a scheduled manner. It should
contain several key elements, including:
Asset productive life It is important
from the outset to lay out the targeted
productive life and the drivers that contribute
to it. This should have input
from mine planning, production and
maintenance as the anticipated life can
influence the maintenance strategy
to ensure the machines meet the needs
without over or under cutting maintenance.
It is essential that this aspect is
reviewed as part of the life of asset and
five-year planning process.
Operational context and operational
limits It is essential to understand
these aspects in order to build an appropriate
asset plan. Additionally, operational
limits of the machine should be
documented here to allow the condition
monitoring strategy to monitor any adverse
operating conditions and report
to operations in a manner that enables
them to take concrete action.
Scheduled downtime strategy Details
the times the machine will be stopped
for scheduled maintenance. It should also
include opportune maintenance such as
operator pre-starts. A scheduled downtime
availability can then be calculated
to show the potential of the machine.
Condition monitoring strategy It is important
to clearly articulate all the condition
monitoring tasks that are expected
to be completed on the machine and
at what frequency. It is important document
what is achievable and practical
for the application.
Component change-out strategy This
should document every component to
be changed on a scheduled or expected
frequency. Consider this list as a
major source of items to be loaded into
the maintenance planning system.
Life cycle cost model A zero-base cost
model should be built containing all the
items covered in the strategy, with allowances
for general and unscheduled repair.
Stakeholder signoff This is the most
important part of the document because
it is considered a working agreement
signed off by all parties involved. These
should include the mine planning manager,
production manager, maintenance
manager, and ideally, the OEM representative.
The signoff should signify an agreement
on how the machine will be operated
and maintained throughout its life.
According to Bluefield, the asset management
plan should be a live document
that is reviewed at least annually and
should align with budget generation. This
will ensure any changes in strategy from
operations to maintenance can be captured
and reflected in site operation.
PiP said another critical step in the
path toward predictive maintenance success
is to specify well-communicated,
simple roles and responsibilities for predictive
maintenance personnel and others
in the organization that will be involved in
the process. For example, a simple RACI
chart can be used for communicating the
process and clarifying specific roles for
all functions associated with the process.
RACI is a synonym for who is Responsible,
Accountable, needs to be Consulted,
needs to be Informed. This ensures that
all actions are implemented a prerequisite
for effective predictive maintenance.
And yet another important step is to set
regular and formal reviews of performance
using Results-Action-Reviews (RAR) at all
levels of the maintenance department. A
RAR consists of the following steps:
Review results Did it work? How are the
KPIs tracking?
Review actions Did we do what we said
wed do?
Agree on future results and actions.
Prioritize future actions.
Assign resources to advance highest
priorities.
Communicate key information.
RAR implementation creates a closed
loop to review performance by tracking actual
KPI results against targets, using pareto
charts to highlight problems and take
appropriate actions. This is then followed
with supervisors doing effective short interval
control to ensure, for example, that
those actions are performed on schedule.
Martin Provencher, industry principal
for mining, metals and materials at OSIsoft,
noted in a recent white paper that the ultimate
level of predictive maintenance is
now PdM 4.0, a stage that moves from
dependence on planned events to being
able to take real-time action from actual
events. According to Provencher, this represents prescriptive maintenance that can cut the time required for planning by
20% to 50%, increase equipment uptime
by 10% to 20%, and reduce overall maintenance
costs by 5% to 10%.
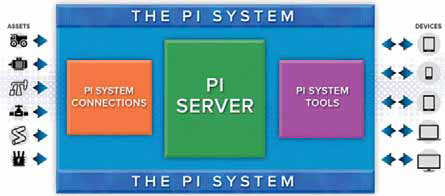 Main elements of OSIsofts PI System, an open-enterprise data-collection platform.
Main elements of OSIsofts PI System, an open-enterprise data-collection platform.
Implementing it usually requires a
multi-step process that begins with establishing
an operational data infrastructure
such as OSIsofts flagship openenterprise
data collection platform, called
PI System to capture data, followed by
enhancing and conceptualizing the data.
In other words, giving it meaningful context.
The third step, implementing condition-
based monitoring, serves to identify
the conditions that lead to an eventual
failure of components on an important asset,
and prepares an organization for full
PdM 4.0 the ability to apply analytics
and pattern recognition tools to provide
real-time, actionable intelligence to automatically
determine patterns that lead to
an eventual machine failure.
PI System has been used by several producers,
including Syncrude, a major player
in the Alberta oil sands industry. In an example
provided by OSIsoft, Syncrude wanted
to apply event synthesis on their mining
equipment fleet for early intervention of
maintenance problems and to reduce costs.
The fleet also includes a large number haul
trucks as well as other production and support
equipment such as shovels, graders
and dozers. Manual analysis of truck sensor
data sets proved too cumbersome for timely
analysis and intervention.
By using OSIsofts PI System to create
a solution for reporting mechanical events
occurring on the equipment, they were
able to optimize and streamline calculations
and integrate these with notification
systems as well as validate and tune performance.
This involved collecting data
from 6,600 data points on 131 heavy-duty
trucks and five shovels. The results,
according to OSIsoft, were impressive.
Syncrude calculated that fleet operating
expense savings came to $16.75/hour
per unit, which equates to a $20 million
annual operating cost avoidance, not including
probable lost production hours.
AI Gains Ground
Over the past year or so, mention of AI
has crept into almost every crevice of the
mining technology landscape, and maintenance
is no exception. Producers are
turning to AI for deeper insight into big
data in order to recognize trends and determine
decision points.
In January, Vale SA inaugurated an Artificial Intelligence Center at Tubarão in
Vitória, Brazil, that will serve all of Vales
operations around the world. The company
said teams connected to the AI Center
were working on 13 projects jointly with
the companys ferrous, base metals and
coal business areas. The primary focus
was on optimizing maintenance of assets
such as its haulage trucks and railroad
facilities, along with improving management
of ore processing and pelletizing
plant processes, improving environmental
controls, health and safety prevention
and corporate integrity enhancements.
Teck Resources has used sensors and
data to monitor the health of haul trucks
and manage repairs and preventive maintenance
since 2011. Its now using machine
learning a branch of AI to take another
step forward, through a partnership with
Google Cloud and Pythian, an IT products
and services company. Teck said it is
unlocking new insights from the millions of
data points generated by our mobile fleets.
Issues that were previously unpredictable,
such as potential electric failures, are now
being identified before they happen by machine
learning algorithms. We are also modelling
and predicting remaining life span
of our trucks, determining wear and wear,
identifying abnormal failures and enhancing
alarm and notification systems.
Meanwhile, AI technology specialist
Uptake and Chilean copper producer
Codelco are working together to support
Codelcos digital transformation. Uptake
said Codelco will deploy AI to monitor the
health of mining equipment to anticipate
maintenance needs.
The current agreement involves mining
and processing equipment at Codelcos
Division Ministro Hales (DMH) mine
in Calama, Chile, including haul trucks,
grinding mills, roasters, crushers, pumps,
among other equipment with a view to
creating an enterprise-wide Asset Performance
Management solution across all
Codelco operating mines.
Uptake, which a few years ago helped
Caterpillar develop a digital analytics
platform, said its APM software solution
improves operational efficiency by leveraging
AI to create value from operational
data. Its flagship product, Uptake APM,
builds on what was formerly known as Asset
Perform, a product used widely across
major industrial sectors.
The company said Uptake APM integrates
key features of what was formerly
Asset Performance Technologies Preventance
maintenance solution, including
the Asset Strategy Library (ASL) touted
as the worlds most comprehensive
database of industrial content including
equipment types, failure mechanisms
and maintenance tasks. Uptake acquired
the ASL through its 2018 acquisition of
Asset Performance Technologies.
Whats Ahead?
Its clear that emerging technologies and
strategies such as those listed above as well
as Augmented and Virtual Reality, 3D printing
of components, and vendor-managed
parts inventory, to name just a few of many
promising concepts waiting in the wings,
offer enormous potential to boost maintenance
productivity in the coming years.
Most of those benefits will ride on the back
of increased digitization initiatives that, in
turn, require reliance on sophisticated sensors,
faster data communications and higher
computing power. The question is, will
the ultimate outcome validate the oft-repeated
promise of high-tech evolution: to
uncomplicate workers jobs in an increasingly
complex industrial environment?
As featured in Womp 2019 Vol 05 - www.womp-int.com