
Figure 1Lack of proper amount of stemming or incorrect stemming material can dramatically reduce
blast efficiency impacting fragmentation, throw, backbreak, ground vibration and air overpressure.
Six Sigma Blasting
Implementing a process improvement plan for blasting can improve
downstream operations
By Anthony Konya and Dr. Calvin Konya
To begin one variable, stemming, will be considered to see how this can affect a mine. Stemming1, while important, is not nearly as important as other variables such as burden and stiffness ratio. However, one can appreciate how just stemming can dramatically change a blasts function. Most engineers understand that stemming lowers the air overpressure from a blast by more than 98%, which dramatically reduces noise. Proper stemming, however, can also decrease the P80 of a blast by more than 10% and reduce mucking cycle times by more than 18%. Yes, a few feet of drill cuttings can really change the blast this much.
Optimizing the blasting process can dramatically improve the other on-site processes and lead to major cost-savings throughout the site. There are two types of optimization processes for blasting programs. The first is the design process to ensure that the way the site is blasting is the most efficient for the set goals. This is similar to a site deciding which haul truck would be better: a 240- or 400-ton truck? While this is relatively simple to calculate for a haulage situation, the dynamic blasting process involves constant modifications to this design process, and in many cases, it needs to be addressed and altered first.
Now imagine a mine running a 50-ton truck from the 1980s instead of a modern 400-ton truck because that met the operations needs when the mine first started. This is typically what has happened with drilling and blasting. The blasting process still uses methods from the 1980s or earlier to break rock. For example, many mines still see stemming erupt violently from the blastholes with little to no movement of the muck pile, large boulders mixed with fines, and tremendous flyrock. If a dozer is needed to break up a muck pile for a shovel to dig, the blasting process needs major redesign.
After a proper design has been implemented on-site, the next part of the optimization is process improvements. Two process improvement methods are then used in sequence, the first is correction and standardization of the current design. Once a proper design has been planned and implemented, there must be methods to ensure that the proper design is sufficiently applied in the field.

The isolated toe left in the pit is a
classic example. The most common and easiest answer is that there was a hard
seam that needed more energy or the
joint set caused the explosive to malfunction.
Highly unlikely. The more common
cause for this is that the explosive was
not placed to a proper depth. This can be
for numerous reasons:
The driller did not reach proper depth
leaving a short borehole;
The hole slumped (material fell back into
the borehole) causing a shorter borehole;
The drill hole was not aligned properly
leaving a large toe burden (can be on
first row or on an internal row);
Small amount of water in the bottom of
a borehole desensitized ANFO in the toe;
and
Improper gassing of emulsion as new
hole was started.
Before a geologic problem can be blamed, all these must be checked to ensure that none of these caused the issue. Only after these have been analyzed can one begin to blame geology, but these cant be analyzed after the event has occurred due to the nature of blasting. Instead, consistent data collection must occur during the drilling and blasting process to ensure that these errors do not happen. The first step of the process improvement is minimizing these errors, which is typically done through training and setting up procedures to ensure these errors cannot be made or their impact has minimal effect on the operation.
After both an appropriate initial design is obtained and the errors are minimized, the second stage of process improvement is to begin to look at optimizing the design for the specific site. For example, it is typical that on a 20-foot (6 meter) burden, there must be at least 120 millisecond (ms) delays between rows firing (assume that the material is not being cast). Perhaps for that specific sites geology and firing pattern, really 175 ms between rows gives the optimum fragmentation and muck pile placement for minimizing costs through the mine. In this stage, the blasting process is optimized to ensure complete mine-to-mill optimization.
Six Sigma Blasting
While numerous optimization processes
exist, the Six Sigma process is a widely
known and accepted practice to ensure
compliance and minimizing system errors
to ensure proper product. Working
in the blasting department, the final
product is the fragmented rock and the
proper type of product is that which
minimizes the costs for the entire mine
operation. This is done through optimizing
fragmentation, muck pile placement,
slope stability and roughness, ground
vibration and air overpressure, and drill
and blast costs. While the design improvements
are the first stage, Six Sigma
Blasting focuses on the second stage or
the process improvements.
In the first stage of process improvements, common issues must be identified and quantified. Once quantified, they can be monitored and correlated to the results of the blast. During this stage, its important to identify problem areas such as overbreak, toe problems, zones of hard digging, fragmentation, and muck pile control. Lets take a look at some of these processes using the following example below.
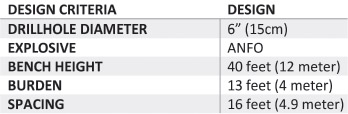
Collaring locations often have a much larger tolerance in mining, for example a normal tolerance set in mining is three borehole diameters, or for this example 18 in. Now say that two adjacent holes are both placed 18 in. closer to each other, or a total reduced spacing of 3 ft (1 m) leaving a 13- x 13-ft (4- x 4-m) pattern. With just this small amount of deviation, the pattern is now a square, which will cause a splitting action (if we leave timing the same) causing a jagged highwall, a decrease in P80 by more than 10%, and a muck pile very close to the face. In addition, when looking at a particle size distribution function one will be able to see this will cause a well-distributed curve to sway to large boulder and very fine material.
Now take the opposite case where the two-adjacent borehole are 18 in. farther apart than designed. The spacing between these two borehole is now 19 ft instead of 16 ft. This will also leave a jagged face and cause a large number of boulders between holes as the two borehole will not interact properly.
What about a reduced burden of 18 in.? This will cause a scattered muckpile of finely broken rock, causing a reduced fill factor and increase in muck-haul costs, and an increase in blasting costs. However, this will cause a reduction of crushing and processing costs. What about an increased burden of 18 in.? This will cause a higher muck pile with larger boulders that will probably have the same fill factor for a shovel as the normal burden, but an increase in the crushing and processing costs.
How can the drill location be monitored then? Multiple systems are available and are detailed in the table below with the system, accuracy and training time. A measuring tape can provide information on how far holes are apart, but serve almost no purpose in alignment of the holes, which is also of concern.
Borehole Depth
The next important part of checking
the drilling system is to ensure that the
drill has reached proper depth, and the
proper depth is open at the time of loading.
For example, the drill in this example
should drill the full 40-ft bench plus an
additional 4 ft (1.2 m) of subdrill. If the
drill only drills a 40-ft hole, and no major
bedding plane exists at this location, it is
common practice to expect a toe after the
shot that is a few feet thick in that spot.
How can one ensure that the borehole is always open? Predict what the typical backfill of a borehole would be between drilling and loading (assume for this example it is 2 ft), then have the driller drill that much additional depth. In this situation, that would now be drilling a 46-ft borehole.
What if the blaster comes back and finds that it has not backfilled at all and is open to 46 ft? Simply fill in the bottom 2 ft with drill cuttings to bring the borehole to 44 ft.
Borehole Inclination
The final important aspect that must be
checked is the actual path of the borehole.
This is one of the most important
aspects of the initial parts of the Six Sigma
process. While there is importance
in where the blasthole is placed and
how deep it is, modern instrumentation
now allows for very rapid data collection
on the entire path of the borehole. This
now enables an engineer to address all
the concerns previously mentioned in the
Borehole Location section throughout
the entire depth of the borehole. However,
this is an extremely complex process.
Therefore, an engineer will typically take
the bottom location of the borehole and
use this in the analysis. The trace of the
borehole will then be taken by the blaster,
along with a 3-D profile of the face, then
vary the loading procedures throughout
the borehole to ensure the same amount
of energy per burden distance is used. In
this way, the engineer is not overwhelmed
with data and can still use this information
in analysis. As computer systems
improve and the software with these
borehole trackers improves, the potential
exists for using these in a more sophisticated
solution.

Emulsions should also be tested for nitrate content and to determine its total sensitivity. The sensitivity can be indirectly tested by using a density testing method, however, the nitrate content is more difficult to determine. Best practice is to retain samples of explosives used on each blast and send them to an independent testing company should problems occur on a shot.
Output Testing
After testing of the inputs, outputs need
to be ranked in order of importance and
monitored, then correlated to the initial
testing phase. In part one of the program,
the inputs are not being purposefully varied,
but instead randomly changing and
being monitored. In part two, design inputs
such as burden, spacing, stemming,
subdrill, timing, etc. are being purposefully
varied with data collected to determine
how the outputs are affected.
The first major output is the fragmentation of the blast. This can now be monitored with the use of a drone, crusher camera, or mobile device and the use of a fragmentation software. These systems develop a full fragmentation curve based on the data that is input. While the entire curve can be used and optimized; however, this is typically looked at as the P10, P50, and the P80, which allows for optimization of size and consistency of the material. The issue with using one of these instead of the three in optimization is that imagine a P50 of 24 in. is desired. This can be achieved with either all the material being 24 in. or close to 24 in. or 50% of 47-in. material and 50% of 1-in. material.

Another important characteristic is the muck pile configuration. Properly placed material will maximize fill factors of the shovel/loader while maintaining ore position. One method to test this through the use of 3-D drone profiling of the muck pile. However, this develops a subjective view of the muck pile based on what the engineer or supervisor deems to be the best configuration. A less subjective method is to employee systems like shovel cameras and monitor shovel performance and fill factors directly from the shovel to determine what optimal muck pile characteristics are and combine this with the muck pile 3-D profile.
Through these systems, the fragmentation and muck pile orientation can be assessed to link to either the human and drilling errors or to the variables being optimized in the second stage of the six sigma process. It is always important to optimize one variable at a time through the blasting process and employee those knowledgeable in this area to determine what key variables are and how to best approach the optimization process.
Conclusion
The drilling and blasting program at a
mine often receives little attention, even
though it controls nearly every major function
and the ultimate success or failure
of a site. Typically, mines are employing
technology and methods in blasting programs
that date to the 1980s or earlier.
In the meantime, systems like crushing,
haulage, and processing have numerous
innovation and are frequently targeted
by capital expenditures; not considering
that improvements in the blasting process
could make much larger cost savings and
production improvements to the site.
The goal of Six Sigma Blasting is to develop a measuring system that can be used to analyze critical aspects of the drill and blast process. The first part of this is minimizing errors and inefficiencies that are on-site and relating these to the blast performance. The second aspect of this is to then optimize the individual variables that are in the blasting process. It is important to understand that both of these processes assume that the blast design on-site is already reasonable and performing well.
Through the use of Six Sigma Blasting mines can now begin to understand, improve and optimize their blasting programs with the use of 21st century technology. Rules of thumb for blast design can now be replaced with engineered solutions that give optimal conditions for the rest of the mines activities and truly begin the mine-to-mill optimization process.
Calvin Konya is the founder of Precision Blasting Services (PBS) and Anthony Konya serves as project engineer for PBS. PBS is now offering continuing education online at www.idc-pbs.com