
The containerized laboratory-scale version of Brain AGs BioXtractor, which has already been used to prove the concept
of bio-leaching recovery of copper from Germanys Kupferschiefer deposits (Inset: Inside the laboratory).
Squeezing the Stone
Faced with cost pressures and declining ore grades, mineral producers need to
squeeze every ton, ounce and gram of value from their resources
By Simon Walker, European Editor
Sometimes installing completely new technology provides an answer. More often, however, plant audits and modeling can show where existing equipment can be tuned to become more efficient at doing what it is intended to do, and at a lower cost. And once in a while, some blue-sky thinking can result in recovery improvements that had previously been thought of as unattainable.
There are, of course, economic limits to maximizing plant recovery, and it would indeed be ludicrous to adopt the old Soviet approach of over-recovering without concern for the cost of doing so. Nevertheless, it is still the case today that many concentrators are run at less than optimum recovery efficiency and may indeed require tweaking on a regular basis to reflect variations in the feed and mineral assemblage.
E&MJ asked a number of suppliers of mineral processing equipment and concentrator plant services for their input on how to improve recovery in practice.
Sorting Helps Boost
Recoveries
The head of mining-industry sales at
Tomra Sorting, Tord Svensson, said lower-
grade ore reserves, higher energy and
production costs, water shortages and
increasing environmental regulations are
all challenges facing the mining industry.
Part of the Norwegian Tomra group, Tomra
Sorting engineers cutting-edge sorting
technology for use in harsh mining environments,
he said.
Svensson went on to explain that sensor- based sorting has been introduced as an umbrella term for all applications where particles are singularly detected by a sensor technique and are then ejected by an amplified mechanical, hydraulic or pneumatic process. The separation is based on features measured with a detection technology that are used to derive a yes/no decision for the actuation of pneumatic impulses. Other terminologies used in the industry include ore sorting, automated sorting, electronic sorting, optical sorting and sensor-based particle sorting.
Sensor technology has a long history, he said. Sensor-based ore sorting was invented for mineral processing almost a century ago initially for optical-based sorting, then radiometric- and induction- based sorting. Sensor-based ore sorting systems deliver dry material separation of various ores and minerals, including diamonds and coal, in addition to enabling metal recovery from slag.

As was mentioned in E&MJs September 2017 review of recent events in the world diamond industry (pp. 58-66), Tomras X-ray transmission sorters have already proved their worth at Lucara Diamond Corp.s Karowe mine in Botswana. Not only was the remarkable 1,109-carat Lesedi La Rona stone recovered in November 2015 using this technology, but the company has since installed four further Tomra XRT units to pre-sort very dense, high-quality ore, targeting diamonds in the 4-mm to 8-mm size range.
However, as Svensson pointed out, Tomra Sorting technology has much wider applications than for gemstone recovery. At Minsurs San Rafael mine in Peru, one of the most significant modifications to the plant made recently has been the introduction of sensor-based ore sorting, converting uneconomic waste material into economic ore. This means that material below the cut-off for the main plant, set at 0.9% tin in 2014, can now be treated with lower specific operating costs and converted into reserves.
The project that included the introduction of ore sorting increased the main plant capacity from 2,950 metric tons per day (mt/d) to 3,600 mt/d. The products from the sensor-based ore sorting process, combined with the concentrate from the minus-6 mm gravimetric concentrate, have a smaller overall size distribution compared to unconcentrated run-of-mine ore.
With sensor-based ore sorting rejecting particles containing very fine cassiterite that is too small to be detected by the XRT-system, the increased grade and size of the mineralization has improved the plants performance. Plant recovery was about 90.5% before the sorting plant was commissioned, with current recoveries significantly higher, at 92.5%.

The new ore-sorting plant was commissioned in 2016 to reject waste from a marginal development waste dump, and is now also treating low-grade material from underground. Outotec explained that XRT sorting discriminates particles on a planar projection of the density of matter attenuating X-ray radiation, with physical separation being achieved by means of an array of high-speed air jets.
The feed grade of approximately 0.6% tin is concentrated to 2.8% tin in the product at 90% recovery in about 19% mass yield to product. This enriched product fraction of the sensor-based ore sorting plant feeds the main plant.
Outotec also noted that the total capital expenditure of US$24 million was paid back within four months, with the ore-sorting plant expected to contribute some 6,000 mt of tin to Minsurs production this year.
In another recent example of its services aimed at improving plant recovery, Outotec cited its work for Nui Phao Mining Co. (NPMC), which operates a polymetallic mine in Vietnam. The recovery circuit produces four main products: tungsten, fluorspar, bismuth and copper, with tungsten being the major revenue producer. The operation experienced inefficiencies, including lower-than-expected metallurgical performance, structural integrity and safety issues, and equipment reliability and wear-life issues.

Before the circuit upgrade, laboratory and pilot testing were conducted to validate the circuit improvements. The final solution included the installation of Outotec FloatForce mechanisms in the existing copper and BSF rougher circuits, and a new SkimAir flash circuit treating the rougher tails stream ahead of the tungsten gravity circuit. According to Outotec, the flash circuit is unique, as typically these types of cells are installed in grinding circuits.
By March 2016, all circuit upgrades were complete, but the initial metallurgical performance was below expectations, so further equipment modifications were made, leading to significant improvements in the plants metallurgical performance. Coarse sulphide mineral recovery has improved, resulting in an overall increase in recovery of sulphide and tungsten of 4.7% and 2.7%, respectively. The Float- Force mechanism has also delivered operational benefits, Outotec reported, with a reduction in structural vibration to within acceptable levels and a 150% improvement in mechanism wear life.
Better Pump Action Helps
Flotation Recovery
The Continuous Air Removal System
(CARS) for Warman slurry pumps is a recent
technical innovation from Weir Minerals
that is aimed at helping concentrator
operators improve performance and recovery.
The company noted that mine operators
often experience flotation process issues
that can be attributed to a number of
reasons, including ore quality, equipment
performance and chemistry. Having seen
these shortcomings, Weir Minerals developed
a technical solution for slurry with a
high froth volumetric factor (FVF).
We developed CARS for Warman slurry pumps to deliver stable performance in extreme froth conditions, explained Marcus Lane, Weirs global product manager for centrifugal slurry pumps. CARS technology empowers the plant to use higher froth volumetric factors, which promotes recovery.
The system ensures no product loss due to sump overflow, and FVF variations in the flotation process are balanced by CARS venting, resulting in better pump efficiency, according to Weir. The company added that another facet of helping to improve recoveries is to improve the wear-resistance of slurry pumps, which wear faster as a plants throughput rises. It said the Warman WRT impeller and throatbush design is a superior upgrade for the Warman AH pump, with the four-vane impeller and streamlined throatbush helping to improve slurry handling and increase productivity.
Weir Minerals told E&MJ about one recent application of pumps using its CARS technology at Yaras Siilinjärvi phosphate mine in Finland. The mine has an annual capacity of around 1 million mt of phosphate in the form of apatite concentrate, which is processed into phosphoric acid in Siilinjärvi, and then into fertilizers and feed phosphates in Yaras plants in Finland and Norway.
Yara recently introduced new flotation technology to improve the utilization of fine ore particles. Typically, ore extracted from the mine contains 10% apatite, 20% calcium carbonate and 65% phlogopite mica, which is hard to separate. Chemicals have to be used in the separation process to help keep the froth stable, but sometimes the froth will not collapse and overflows, creating difficult unstable pumping conditions.
Pumping froth slurry is a challenging task for a centrifugal slurry pump, especially in an unstable flotation process that suffers from huge variations in the FVF, up to 2.5. A standard Warman E-AHF froth pump was working well in stable conditions of a FVF of less than 1.5, but did not work as efficiently when the FVF exceeded 1.8.
Enhancing Both Coarse and
Fine Particle Recovery
The global managing director for Eriez
Flotation Division, Eric Wasmund, pointed
out to E&MJ that as ore grades diminish,
economic arguments dictate that
larger mining operations must be developed.
This can be seen throughout the
world as many new mines have capacities
in excess of 150,000 mt/d, he said.
Consequently, concentrators are being
designed to process much larger volumes
of feed at the front end.
Unfortunately, concentrator recoveries have not improved and in some cases, they have actually gone down, he said. The reason is that the fundamental technology for bulk roughing flotation has not changed. Instead, the units have simply gotten larger.
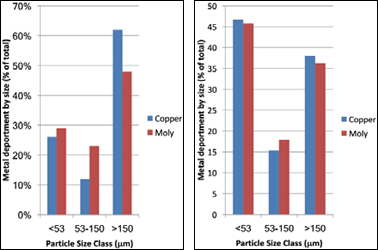
In porphyry copper flotation for well-liberated ore, the copper rougher flotation recovery is about 80%-90%, depending on the mineralogy and a few other factors. The balance of the metal that is fed into the concentrator simply flows out of the plant as tails because it is either too fine or too coarse for conventional flotation.
Figure 1 (p. 48) shows the metal deportment by size in the tails of two large copper concentrators, one in North America and one in South America. As can be seen, the inability to capture fines and coarse particles amounts to about 80%- 85% of the overall recovery loss for these plants. These are pretty typical results for the industry as a whole, Wasmund said.
He went on to explain that over the last five years, the Eriez Flotation Division has been perfecting and demonstrating its HydroFloat technology for selectively floating coarse ore. This is ore that is too coarse to be recovered using conventional mechanical cell flotation.
As reported earlier in E&MJ (May 2017, p.49), in 2013-2014, a pilot plant at Rio Tinto Kennecott Coppers tailings facility demonstrated recoveries from plant tails of up to 70% of coarse copper and up to 90% of coarse molybdenum. Before testing, RTKC was losing 10% of the copper and 16% of the molybdenum to final tails.
More recently, Newcrest Mining announced it will be installing an Eriez package to scavenge tails at its Cadia plant in New South Wales. This installation will feature four Eriez CrossFlows for sizing and two HydroFloats for coarse particle flotation. This will be the largest scale commercial installation to date of the HydroFloat technology for gold/base metal coarse flotation, Wasmund pointed out.
At the other end of the size range, Eriez is also adapting its StackCell two-stage flotation device for the accelerated high-efficiency flotation of fine and midsize base-metal ore feeds. The cell is based on two stages: the first creates high turbulence to maximize successful bubble particle attachment, and the second creates a quiescent fluid environment to promote buoyancy and minimize drop-back. The higher-energy first stage is particularly effective for collecting fine particles that are otherwise difficult to join to bubbles, the company claimed.
The StackCell has been in use in Brazil for several years for gold flotation. More recently, multiple units in series have been shown to have accelerated kinetics, even compared with Lab Denver batch tests (See E&MJ March 2017, pp.46-49). A number of companies are now looking at installing the 3-m-diameter StackCell, which has been used in coal for many years, but is now being adapted for use in base-metal applications.
In conclusion, Eriez is focusing on two aspects to increase flotation recovery: HydroFloat and StackCell, Wasmund said. The HydroFloat specifically targets the lost coarse fraction while the StackCell focuses on improving the kinetics of fine particle flotation. Together, these technologies represent a major step change in improving concentrator recoveries.
Automation Boosts Copper
Recoveries
With a history stretching back over 100
years (See E&MJ, October 2011, pp. 102-
107), the Serbian copper producer RTB
Bor operates several mines in the east of
the country, including its main open pit, Veliki
Krivelj. Starting in 2009, Metso began
a five-year staged program aimed at a comprehensive
refurbishment of the concentrator
there, together with the installation of a
completely new flotation plant with modern
automation that has provided both higher
throughput and better recoveries.

The company explained the next step in getting the most out of the new unit was to look at the overall automation levels for the flotation process. New plant automation, including several elements from Metso, was installed between 2013 and 2015.
As an integral part of the flotation plant, Metso delivered a new programmable logic controller (PLC) system that collects all of the key information from the flotation process. OCS-4D, Metsos process control system, uses real-time operating data provided by a VisioFroth system, other traditional sensors and online analyzers, so achieving a further 3% recovery improvement.
With the new automation, we can see in real time whats happening in flotation and react quickly, depending on the grade variations from four different ore bodies. It takes just minutes to receive a chemical analysis, compared to the several days it took previously, said flotation plant manager, Saa Milic, in a report issued by Metso. As a result, we have succeeded in increasing our copper percentage in the concentrate after flotation by more than 20%.
Metso explained that in order to help RTB Bor get the most from its new flotation unit, it was important to look at the process from a holistic point of view, with each component in the process chain being carefully selected. Metsos solution entailed a full-scope refurbishment process for the flotation plant, including the new flotation cells, and a distributed control system automation design and tuning, as well as integrating an onstream analyzer. A major part of the solution was the installation of the VisioFroth and OCS-4D systems to collect the right data and ensure that it was used to drive performance, the company stated.
Consisting of cameras for data capture and appropriate lighting, VisioFroth is an image analysis system for the live measurement of flotation froth properties. Installed above the flotation cells and remotely connected to computers for analysis, the system records and transmits data on operating froth parameters, such as the bubble size distribution, color, stability and texture. Measurements are performed continuously for each camera, making it possible to ensure that each cell pulls froth as it should, generating an increase in floated minerals and a higher froth recovery.
Carbon Scout Helps Cut
Gold Losses
The Australian equipment and mineral-
processing systems supplier, Gekko
Systems, has recently confirmed that
its Carbon Scout technology is now fully
available. Licensed by Gekko from Curtin
University, where the concept was invented,
Carbon Scout is designed to improve
the safety, accuracy and consistency of
carbon concentration measurements in
CIL and CIP circuits, the company said.
Gekko claimed the Carbon Scout promises to become critical for gold process plant optimization and minimizing soluble gold losses on tails. A number of machines have been trialed in several locations during 2017, delivering conclusive and positive results, Gekko said.
The self-contained device collects slurry samples from CIP and CIL tanks to determine the distribution of the activated carbon in the pulp for each tank, to an accuracy of ±0.5 grams of carbon per liter of pulp. The carbon measurement is achieved by filtering a known volume of slurry via a strainer formed as a measuring cylinder. The column height of the carbon is measured with a laser, allowing the volume of carbon to be calculated from which the carbon density can then be derived.
At the time the company announced the commercialization of the Carbon Scout, Managing Director Elizabeth Lewis-Gray said, We are excited to be offering gold mine operators a real solution to minimize their soluble gold losses. At Gekko, we strongly believe that the new Carbon Scout technology can make the difference between storing gold in the bank, rather than in tailing dams.
Harnessing Biotechnology
for Metal Recovery
In September, researchers from France
and Germany reported the results of work
recently undertaken on bioleaching copper
from shale deposits in Europe. In a keynote
paper to the 22nd International Biohydrometallurgy
Symposium in Freiberg, Germany,
the authors described how the laboratory-
scale study had involved using leaching
bacteria initially to convert insoluble ore
minerals into water-soluble salts, with subsequent
recovery of 97% of the contained
copper by biochemical precipitation.
The research made use of systems developed by the German specialist in industrial biotechnology, Brain AG, which assisted through the identification of appropriate carbonate-dissolving, metal-resistant micro-organisms from its proprietary BioArchive.
This successful research project underscores the increasing significance of Green Mining and Urban Mining, both of which are areas in which we conduct intense research, said Dr. Guido Meurer, a member of the Brains management board. We focus on the low-impact and efficient extraction and recovery of precious metals, such as gold, silver and other technology metals, from ores and waste streams. Source materials include, for example, electronic scrap, incineration bottom ashes and metallurgical slags.
The company pointed out that new processes that allow for the sustainable extraction and recovery of metals are an increasingly important field of research and development, especially for regions such as Germany, where raw materials are scarce. Experts also predict a strongly increasing demand in copper to meet global needs at a time when electric vehicles are becoming more widespread.
According to Brain, its recently completed BioXtractor demonstration unit offers powerful and safe biological process solutions to extract and recover precious metals from side and waste streams as well as from primary resources. The system is currently being made ready to be evaluated by companies interested in a test phase, ahead of further joint development and commercialization.