
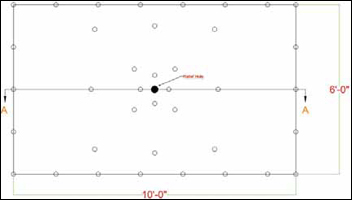
Figure 1The burn cut in real life, the
relief holes are painted black and the
loaded holes are painted red.
Modern Underground Blasting Methods
What face round would work best and why?
By Anthony Konya, Dr. Calvin J. Konya and Dr. Paul Worsey
Combined with these problems, underground blasts can be difficult to monitor and evaluate due to tight spaces, dust during the blast preventing video, and the need to evacuate the immediate area with no clear line of sight to observe performance. This creates an environment in which most mines know that blasting can be improved in their underground operations, yet most are hesitant to change due to fears of the shot freezing, misfires and questions about how to achieve a proper design. Unlike with surface blasting, the explosives companies and shot service providers also offer limited assistance or knowledge in the underground blasting realm, leaving underground operations in the dark. It is for these reasons that most underground operations are operating decades behind the current technologies and incurring significant costs, both real and hidden, from their blasting operations.
For these reasons, the authors are working with Engineering & Mining Journal (E&MJ) to bring an article series to the readers to aid in the design and optimization of underground blasting practices. In this article, the major methods of underground blasting for face rounds will be discussed from an operational standpoint with the focus of helping mines choose which method of blasting would be most advantageous for their operation. In future articles, these patterns will be examined and methods for 21st century design will be discussed.
The Burn Cut
The burn cut is one of the older forms of
underground blasting, where a part of the
blast (the burn) of a shot is heavily loaded
with additional empty (relief) holes
with the goal of smashing (aka burn) and
pushing/blowing all the material in the
burn out to provide relief for subsequent
blastholes. The relief holes in the burn
cut provide a parallel relief for the holes
that are firing to break also, creating a
second plane of relief, however, these
are extremely small and can cause many
problems if a design is improper.
Burn cuts are perhaps the most complex methods of underground blasting and the design can be one of the difficult starting points due to the sheer number of possible designs. There are dozens of different forms of burn cuts that could all be tested at a site to determine which is more or less effective, however, this would span months to years of testing with frequent below standard performance from burn cuts that do not perform well. Because of this, most mines stick to the same burn cut that has been used for decades. However, the burn cut is the most important part of a burn cut round, as it will control the maximum face advance, susceptibility of the round to freeze3, and with improper burn cuts, a vibration increase of up to five times the original vibration levels for the rest of the round (production holes). The burn cut is commonly used in mining in places like the Nevada gold mines and Lake Erie salt mines, and other operations around the world.
In addition, burn cut rounds can produce very fine fragmentation and a well-placed muck pile depending on the location of the burn cut. The actual burn cut can be moved vertically and horizontally to change the cost, fragmentation, and throw of the material allowing an engineer or supervisor to modify the general layout of the burn cut to achieve a higher bucket fill factor or increase crusher throughput.
Additionally, burn cut rounds, in general, will have less boulders than other rounds due to the higher explosive loads and straight holes creating very similar back burdens on the round. This characteristic, along with the increased fragmentation and the ability to place material, makes burn rounds very popular in metal mining situations.
Disadvantages of a Burn Cut
While the burn cut has many advantages
such as control, placement, and minimization
of boulders, several disadvantages
also exist. The first major disadvantage is
the complexity in design and hookup. As
previously discussed, the burn cut can be
designed numerous ways just with borehole
placement. Combine this with extremely
critical timing of both the burn
and the production holes and a burn cut
can be a challenge to properly design
and hookup, especially with non-electric
blasting caps, which are very common
because of cheap cost and relative safety.
These deviations in the hole and at the collar are compounded if the same drill is being used to drill the relief holes. In general, relief holes need to be larger than the blasthole to provide adequate relief for material to move. This either requires multiple drills/drill bits or drilling multiple small holes together to simulate a large hole. For example, if a 4-in. hole was desired for the relief hole, either one 4-in. hole could be drilled, or four 2-in. holes could be drilled within inches of each other. Any deviation on these holes could significantly impact the performance of the burn cut.
Burn cuts also suffer from the close spacing causing flow of the rock and deformation of boreholes near each other. This deformation can cause a densification and deadpressing of the explosive, leading to misfires, freezing of the face, and poor face advance.

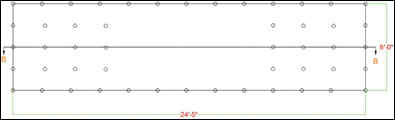
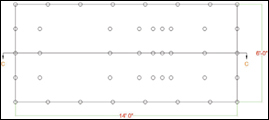
The V-cut
A V-cut is one of the most commonly
used blasting patterns in underground
aggregates due to its comparatively low
drilling and blasting costs. The typical
V-cut has the drift divided in half with the
first hole put on a large angle to break the
middle of the drift out. After these first
rows of holes, each row is angled slightly
less to allow for the V-cut to eventually
have holes that slightly look out along the
ribs. Because of the need for extra room
for the angled drill boom for the middle
V, larger rooms are generally required for
V-cuts. While V-cuts can be simple to design,
they can be difficult to accurately
drill due to the changing angles and accuracy
of drillers to adjust and measure
these angles. The V-cut is used in numerous
underground operations in the U.S.
for aggregates mining. It is also used
internationally, such as in underground
coal mining in Brazil without the use of
an undercut.
Advantages of a V-cut
The V-cut has numerous advantages over
other cuts, if the space is available for
them to function. The first of these advantages
is a reduction in cost due to less
overall drilling and lower explosive load.
A majority of holes have full burden and
spacing, with only the V holes having an
increased powder factor. One important
note, reducing total drilling does not
equal reduced total drilling time.
Another advantage of the V-cut is that the larger the width of the room, the larger the total face advance can be achieved, with the proper drilling equipment. This is an advantage over the burn cut that will reach a maximum depth due to the ability of the burn to eject. With the V-cut, as the width gets larger, the pattern can be designed to reach deeper and maintain the required angle for breakage and material ejection. In most cases, the depth of the V-cut is limited by the width of the room and ability of drilling equipment.

Disadvantages of a V-cut
While the V-cut has many advantages, it
also has numerous disadvantages. The
first that will be discussed is the limited
face advance. As previously stated, the
wider the drift the farther the maximum
possible face advance. However, this is
also a limit that is imposed on the V-cut
along with the maximum reach of the
drilling equipment. Because the V-cut requires
angled drilling, the drill reach is
not fully utilized and is generally around
80% of the total reach of the drill steel
thus a reduced maximum pull depth. In
addition, many drifts are not wide enough
that the V-cut will be able to reach farther
than a burn cut, even with proper
drilling equipment. For example, a burn
cut with a 15-ft face advance can generally
be achieved without a great deal of
complexity. However, a V-cut with a 15-ft
face advance would require a room over
35 ft wide and a drill steel that is 20 ft
long, which can be difficult to find underground.
In addition, this could create
extremely large boulders at the site.
The second major disadvantage of the V-cut is that large boulders can be produced from the center of the shot. These boulders are then either put aside and never processed (creating a hidden cost of lost material) or secondary blasting methods are used to break them (increasing cost). However, these can be eliminated by the use of baby Vs or buster holes. This will add additional cost and create additional difficulty in the drilling process. In addition to these large boulders, the throw of a V-cut will leave a scattered muckpile throughout the drift.
The third disadvantage of the V-cut is in the difficulty of drilling the round. Due to numerous angles, which are often poorly measured and rarely recorded, the driller must spend a significant amount of time attempting to get close to the correct angle. Additionally, the drill must set up in numerous places and in different positions to properly drill the pattern. This is also one reason the V-cut has difficulty being used in small rooms the drill cannot set up far enough to the side to drill a large enough angle for the center V.
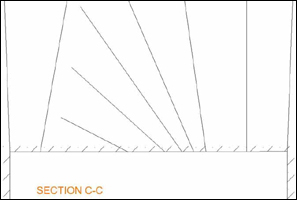
The Fan Cut
The fan cut is a less commonly used form
of angled drilling that can be used in
drifts that are smaller than a V-cut. However,
the fan cut still needs larger drifts
compared to a burn cut. A fan cut involves
angled drilling on one side of the face with
the goal of removing half of the face and
blasting the remainder into that opened
area. This is an effective method for blasting
in small- to medium-sized drifts where
V-cuts are not applicable; however, a price
lower than a burn cut is desired. This
technique is primarily used in aggregates
and is used for the first round of a cross
cut in room-and-pillar mining in metals or
hard rock mining environments, such as
in the Missouri Lead Belt, and is known in
some operations as slashing.
Advantages of a Fan Cut
The fan cut provides some advantages in
underground aggregates blasting when the
drift width is smaller than what is possible
with a V-cut. This can reduce the cost of
drilling and blasting when compared to a
burn cut by reducing the total number of
holes, however, this could reduce the total
face advance. In the end, an economic
analysis will need to be completed in order
to determine whether a shorter face
advance with less holes is more or less
economic than a longer face advance with
more holes. Production considerations
must be made with this type of cut.
Disadvantages of a Fan Cut
The major disadvantages of the fan cut
are that it can result in a higher cost than
a V-cut in larger rooms and the minimal
face advance compared to the burn cut in
smaller rooms. For these reasons, fan cuts
are selectively used in specific mining situations
where their use has proven more
economical than either the V-cut or the
burn cut. In the right conditions, the fan
cut can provide a cost-effective way to use
the advantages of a V-cut in a smaller drift.
Another disadvantage of a fan cut is that a straight face profile is rarely developed, with an arching face more commonly present due to the geometry of the blast. This causes blasting crews to have to square up or create a straight face after every few blasts. This can be a hidden cost that would result from the use of a fan cut.
The decision for choosing and optimizing any underground round requires an understanding of the processes and principles of operation with each of the underground rounds as well as a fullscale view of the mine-to-mill processes. The goals of the mine in relation to the desired fragmentation, desired condition of the muck pile, handling of boulders, drilling equipment, and other operational problems need to be identified to choose an optimal pattern to be used at any site.
After all these issues have been identified and costs associated with them, economics will then determine the optimal pattern. However, testing of any pattern being considered needs to be completed to ensure that rounds function as expected. In future articles of this series, the design for these rounds will be discussed.
Calvin Konya is the founder of Precision Blasting Services (PBS). Anthony Konya serves as project engineer for PBS and Dr. Paul Worsey is a mining professor and well-known explosives expert and researcher at the Missouri University of Science and Technology. www.idc-pbs.com