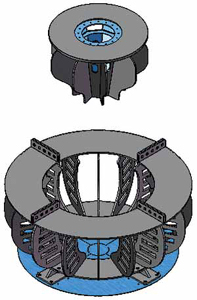
During the four-year effort to develop the nextSTEP
technology, FLSmidth used computational fluid dynamics
modeling and and 3-D printed prototypes to create an
optimized rotor/stator design.
Floating Points
E&MJ examines some notable new flotation technologies that offer the prospect of
improved recovery with lower energy costs
By Russell A. Carter, Contributing Editor
These trends and concerns make energy- efficiency improvements in mineral processing an attractive and often necessary goal and one of those rare instances in which cutting back results in getting ahead. Accordingly, its tempting to look for large-scale savings involving major process changes, but these can be daunting in terms of capital expense, production interruption and performance risk. In todays business environment where mining companies are pursuing mostly incremental, affordable production improvements, the availability of similarly incremental energy-conservation measures fits hand-in-glove with the prevailing investment climate.
Cutting the Costs of Flotation
Relative to other concentrator equipment,
flotation cell energy consumption
represents only a small fraction of total
energy demand in mineral processing.
Although these energy costs may not
be immense relative to other processing
steps, they are sufficiently high
that evaluation is warranted. To fully
capitalize on this sector, changes to
equipment or processes must be easy
to implement, low cost and not compromise
production. Although the ultimate
energy savings might be modest, when
coupled with flotation-process performance
improvements, for example,
such advances can be very attractive to
cost-conscious producers.
With the addition of the Dorr-Oliver and Wemco flotation cell products to its portfolio, FLSmidth has become a major supplier of flotation technology, and ongoing research into the technology enabled the company to introduce in 2016 its patent- pending nextSTEP advanced flotation mechanism, which features a new rotor/ stator technology that is designed to consume much less energy than other types of flotation cells.
The nextSTEP rotor/stator provides a step change in flotation metallurgical performance and energy efficiency, said Steve Ware, director of separation products at FLSmidths Technology Center in Salt Lake City, Utah. It has the lowest operating power of any flotation mechanism on the market.
This level of performance, according to the company, has been demonstrated in laboratory-scale tests, trials and commercial- scale installations, which have shown that nextSTEP improves metallurgical performance. In real-world applications, FLSmidth said customers have experienced anywhere from 15% to 40% lower energy usage, while maintaining or improving recovery due to improvements in mineral-bubble attachment rates.
Asa Weber, FLSmidths product managerflotation, said, Recovery is a function of collision, adhesion and attachment. In order to improve the probability of collision and adhesion, you control the bubble size and aeration rate. In the broadest terms, if you decrease bubble size and increase the aeration rate, you can improve bubble/ particle attachment.
Its been proven that smaller bubbles have better attachment properties than large ones, but in the normal course of events, an increase in cell airflow produces larger, not smaller bubbles, so its not a straightforward proposition. In the design of flotation cells, we want to design a machine that produces better dispersion of air, explained Weber. We want to increase the air volume into the machine and reduce the bubble size at the same time, but those qualities are an inverse relationship. As you increase aeration rates, normally the bubble size increases, so theres an optimum value. You also want to create the right amount of turbulence in the machine, so it improves your bubble/particle contact.
FLSmidth spent four years developing nextSTEP, starting from theoretical first principles, then using computational fluid dynamic models and 3-D printed prototypes to optimize the rotor/stator design. Once we understood the fundamentals of the machine and how the bubble/particle contact occurs, we wanted to improve the attachment rate to see if we could improve recovery, said Weber.

From this study, the nextSTEP rotor evolved into a unique shape with broad vanes. The broad vane was incorporated to produce a slurry flow jet that was spread over a much wider area of the blade relative to typical traditional shaped rotors.
It has been demonstrated that the collision rate of bubbles and particles is proportional to the square root of the energy dissipation rate divided by the fluid viscosity within the rotor stator region. According to FLSmidths flotation experts, the high-velocity regions of the nextSTEP rotor extend over a much wider field than traditional rotor shapes that produce a concentrated jet of high-velocity flow. This spread-out flow results in a wider region of high energy dissipation as the slurry passes from the rotor to the inner stator region. From this it is anticipated that broadening this region of high energy dissipation with the nextSTEP rotor shape will increase the collision frequency of bubble and particle and therefore positively influence flotation kinetic rate.
Inclusion of an optimum number of blades was also considered in the new rotor design. CFD modeling showed that increasing blades from the previous standard FLSmidth design of six blades to eight or more resulted in an increased level of turbulent energy dissipation. The current nextSTEP rotor design has nine blades.
The slots or openings in the stator broaden the pumped slurry flow pattern as the slurry passes through the slots. The change in slurry flow characteristics was predicted by CFD modeling, which also predicted that these design features would result in improved flotation kinetics. The predictions proved to be true as numerous laboratory, pilot and industrial tests showed that this design achieved superior recovery versus the previous standard technology.
In the development and evaluation phase of the nextSTEP mechanism, significant power savings were achieved for laboratory-scale to 660-m3 flotation cells. The majority of this data was generated by comparing standard Dorr-Oliver forced-air mechanisms to the nextSTEP mechanism. Recent data, comparing the nextSTEP mechanism to competitors forced-air machines, have shown similar results.
In addition, according to FLSmidth, the systems design also results in improved, evenly distributed wear patterns, which can save money over the life of the rotor/stator and reduce downtime for repairs or replacements. The rotor can also be run in a reverse direction to further increase the life cycle of the mechanism.
Weber also noted that because the components of the nextStep system are among the common wear items that must periodically be replaced in ongoing flotation operations, the installation of next- Step equipment can be carried out during routine, scheduled maintenance downtime. Once installed, no additional operator training is necessary. This is simply an optimization of a familiar technology, Weber said.
The company believes the lower energy consumption and superior metallurgical performance are an attractive proposition for any mining operation using flotation technology. The nextSTEP design has been engineered to fit all sizes of machine, from the smallest 5-m3 cell up to FLSmidths 660-m3 SuperCell machine. The mechanism is interchangeable with FLSmidth Dorr-Oliver forced-air flotation mechanisms and can be conveniently retrofitted to other existing flotation equipment.
Re-thinking the Process
As the worldwide mining enterprise
moves to processing orebodies with
lower head grades, the volume of ore
that must be ground and floated to
produce the same amount of product
increases by at least an equivalent amount. Using existing technology,
this means the energy requirement
for grinding and flotation will increase
as well. Eric Bain Wasmund,
global managing director of Eriezs
Flotation Division, explained to E&MJ
that his division is developing and commercializing
new products based on
metallurgical first principles that will
actually allow the energy requirements
to be dramatically decreased. These improvements,
said Wasmund, are not the
kind of incremental second order improvements
achieved by simply making
bigger unit operations based on current
technology, but major first order advancements
that are possible through a
major re-think of the flotation process,
which hasnt changed fundamentally in
more than 100 years.

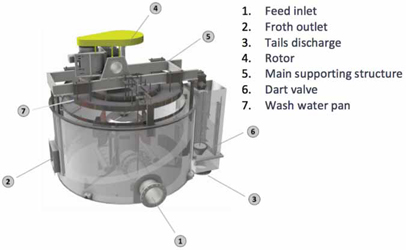
Another technology that is being commercialized for base metals is the Stack- Cell, which was introduced a decade ago into the U.S. coal industry. Developed by Dr. Michael Mankosa and Dr. Gerald Luttrell, the StackCell is a two-stage flotation device. A cross-section of the StackCell is shown below. The first stage (center of tank) is an energy-intensive, low-residence-time chamber consisting of a rotor-stator (4) that creates high turbulence to mix air and feed slurry together (1). In this stage, the kinetics for particle-bubble collection are maximized in a zone that can flow in one direction into the second stage, with no short circuiting. The second stage is a settling tank with overflow launders (2) and wash water (7) that allows for bubble-particle separation from the pulp into the froth phase in a fluid environment that allows for froth washing and minimizes particle bubble detachment.
A campaign using a train of three 0.60-m-diameter StackCells in series for a low-grade copper ore was reported at the 2016 Denver SME conference.** (A similar installation is shown in the accompanying photo.) The objective was to evaluate the StackCell as a low-energy, high-capacity alternative for a multistage rougher application for slow-floating ores and to compare the kinetics (recovery and grade) with a Denver lab cell, which is the industry-accepted standard for scaling up conventional stirred flotation cells.
Results from this campaign are shown in the accompanying graph as residence time versus cumulative recovery for both the StackCell and the lab Denver tests. An estimate of the curve showing expected performance for a full-scale conventional circuit is also shown. According to Wasmund, the commercial units are sized using the industry-accepted practice of multiplying the required retention time by 22.5 times to account for performance losses in scale-up.
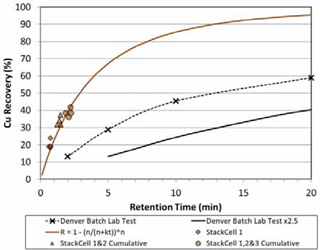
Of course, the scale-up to larger sized StackCells may also require a residence time multiplier like conventional cells, but similar results have been observed for other sulfides in StackCell units up to 1.2 m in diameter. In addition to the increased kinetics, the StackCell also produces a higher grade in general because of the ability to wash the froth, which is only efficient because of the quiescent environment of the froth recovery stage. Similar results were also observed for the molybdenum contained in this stream.
Eriez pointed out that a dramatic reduction in the amount of time to recover the material has a major impact on the working volume of the cells, capital cost, plant space and energy consumption. The major improvement in energy consumption is achieved by concentrating the energy required for bubble-particle attachment in a small volume and then not adding excessive energy to maintain particles in suspension in the tank, which can be disadvantageous to the froth recovery zone. The StackCell is now being actively tested in a number of metal ore systems with traditionally slow-floating minerals.
In conclusion, Wasmund told E&MJ that, combined with the HydroFloat for coarse flotation, the StackCell for slow-floating midsize range particles has the ability to revolutionize mineral processing by reducing energy consumption, as well as capital costs just two examples of how the company is working to change the mineral processing business to be less energy and capital intensive for the future.
References
* P. Mehrfert, Investigating the Potential
of HydroFloat Coarse Particle Flotation,
Canadian Mineral Processors National
Conference, Ottawa, 2017.
**L. Christodoulou, Alternative Approach
to Base and Precious Metals Flow
Sheet Design, Colorado MPD, 2016.
Navigating the Energy Curve
Comminution is by far the largest consumer of energy in a typical
mining operation, amounting to as much as 35% of a sites entire
energy usage roughly five times the energy consumed by
the flotation/concentration stage of processing. However, gains
in flotation energy efficiency and overall recovery performance
can also have a beneficial effect on comminution energy costs.
For example, if a flotation circuit can be modified or adjusted to
efficiently handle coarser particles, the energy cost of grinding
ore down to an unneeded fineness often can also be reduced.
But how does a mine know where it stands relative to industry norms when it comes to comminution-related energy consumption? Check out the Coalition for Energy Efficient Comminutions (CEEC) Energy Curve Program, a tool which allows comminution circuit operators to benchmark the energy efficiency of their operations and to contribute anonymously to the database on which the tool is based. CEEC is a not-for-profit organization that aims to accelerate implementation of ecoefficient comminution and energy practices in the global mining industry.
The comminution energy intensity of the mine is presented in a graphical form similar to a cost curve. Each mine is displayed as a separate bar in a bar chart, the width of which represents the annual production. The comminution energy intensity is represented by the height of the bar. This allows individual mines to be ranked with respect to energy consumption, and displays the potential energy and cost benefits of moving down the graph into more efficient operating regimes. Anonymity of mine-specific data is maintained and the variability is visualized by constructing an energy curve. CEEC believes that since these types of curves are well-known in the mining industry, this familiar format can be used to motivate behaviors that will move the mine down the curve. This approach also allows flexibility in the way comminution energy intensity is displayed (e.g., energy per rock milled or metal produced), thus providing a fairer comparison between sites.
According to CEEC, the practical applications of energy curves are numerous. They can be used to map the position of the mine as production progresses with year-on-year analysis. Operational efficiency improvements can be mapped on the curves to visually assess the magnitude of energy reductions achieved through various strategies. The efficiency with which the various comminution devices achieve size reduction can be mapped down a circuit to identify opportunities for improvement and the magnitude of achievable gains.
CEEC announced in late 2016 that the Energy Curves database had grown to include more than 30% of global gold production, and also now contains 58% of global copper production, as well as other mined commodities. The energy curve program is supported by contributions from its sponsors and is offered free to the industry.