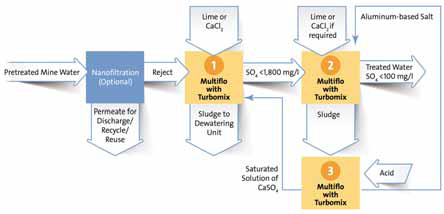
Schematic diagram of Veolias LoSO4 process for mine wastewater treatment.
Innovation Boosts Process Effi ciency for Mine Wastewater Treatment
The company said its proprietary LoSO4 process was developed to respond to increasingly stringent regulations limiting sulphates in surface water discharges as well as increased mining industry interest in the reuse of mine water for beneficial purposes.
This latest innovation has been designed to signifi cantly improve the method to lower sulphate levels in mine water effl uent below 100 mg/l, and generate a clean water effluent for reuse or discharge, said Klaus Andersen, president of Veolia Water Technologies.
The patent specifically supports the crystal recovery/sludge recycling process of the LoSO4 technology. This innovation separates aluminum-based crystals from the precipitated sludge of the LoSO4 technology to recycle them back into the system for reuse.
This new patented process enhances the effi ciency of the LoSO4 system by capturing approximately 95% of crystals from the sludge and recycles them to be reused in the system, explained Chuck Blumenschein, a co-inventor of the LoSO4 technology. He added, This process boosts crystal growth, which improves the removal of sulphate and other solids from the wastewater stream.
The first step in the LoSO4 process uses a Multiflo system equipped with a Turbomix reactor to reduce sulphate to less than 1,800 mg/l. The chemical precipitation/adsorption reactions in the Multifl o system are enhanced by sludge recirculation in the presence of a seed material. The seed material is added only during startup to aid the initial calcium sulphate crystal growth kinetics.
The first-stage effluent is then treated with calcium and an aluminum-based salt in a second Multiflo/Turbomix system. This second-stage process precipitates sulphate as a highly insoluble calcium sulphoaluminate mineral known as ettringite. This step reduces the dissolved sulphate in the effluent to less than 100 mg/l.
The excess sludge from the second Multiflo/Turbomix system is pumped to a third smaller Multiflo/Turbomix, which serves as a chemical regeneration tank. This step recovers more than 95% of the aluminum-based salt from the precipitated sludge for reuse in the treatment process.
According to the company, the effectiveness of the process relies upon the complete mixing, solids settling and sludge recirculation of the combined Turbomix and Multiflo technologies at each stage of the treatment train. For high fl ow rates with lower sulfate concentrations, nano fi ltration can be implemented, with the sulphate reduction technology applied to the membrane reject.
This option minimizes flow to the sulphate reduction process and reduces the cost of the process.