 Although dragline repairs, upgrades and relocations are common, they arent always routine. Machine age, size, upkeep, location, site characteristics
Although dragline repairs, upgrades and relocations are common, they arent always routine. Machine age, size, upkeep, location, site characteristics
and production demands can generate
unique challenges. Preparation often begins years ahead of the project start date. (Photo: Joy Global)
Draglines dont last forever; it just seems
that way. Mining-class machines with
booms that reach hundreds of feet into the
sky, cost $100 million and up, and in some
extraordinary cases weigh as much as 28
million lb are built to lastand to perform,
with the larger models swinging empty
buckets heavier than a Cat D11 dozer,
completing a digging cycle every minute or
so and moving upward of 25,000 yd3 of
material per shift.
Even though draglines are as close to
permanent fixtures as any mobile machine
could be in mining, change always comes
parts break, systems wear out or become
obsolete and inefficient, or the area being
mined simply becomes depleted and the
machine is needed elsewhere. Repairs,
upgrades, overhauls and relocations are
common but almost never routine, with
machine age, size, upkeep, location, site
characteristics and production demands
combining to generate unique challenges
that require innovative solutions.
And while draglines keep on digging,
decade after decade, the industry around
them has changed. The number of dragline
manufacturers has dwindled from the halfdozen
that were active until the mid-80s
down to just two in the Western world
Caterpillar and Joy Global. Sweeping
changes in ownership, employment and
mining-industry structure in general have
depleted the ranks of old-timers with deep
experience in dragline operations and
repairs, while the prospect of working on
some of the worlds largest mobile equipment
holds less interest now for young people
entering the workforce and who are
more familiar with Big Data than Big Iron.
An Avenue Opens
The situation isnt actually as bleak as it
sounds. Dragline owners still can get their
machines fixed, upgraded and moved, and
probably more efficiently than ever before.
Innovative solutions to typical dragline
problems involving booms, motors and
gears continue to be developed, and this
article will take a look at some of them.
The relatively small number of
draglines in any particular region of the
globe makes it difficult, both financially
and logistically, for OEMs to justify the
expense of a dedicated dragline service
team. This has opened avenues of opportunity
for third-party erector, rigging and
repair organizations to establish a larger
footprint in the dragline service sector.
Meanwhile, advances in machine and
software technology offer the prospect of
smoother, less stressful digging, leading to
longer machine life. Researchers in
Australia, for example, are pursuing development
of a system to provide semiautomated
dig-sequencing assistance to operators
for increased machine efficiency.
 Owner involvement at the earliest stages of any major dragline project can often
Owner involvement at the earliest stages of any major dragline project can often
help reduce or eliminate major scheduling
problems, such as late arrival of
special-order, crucial parts. (Photo: CCC Group)
However, certain principles havent
changed when it comes to keeping these
machines healthy, productive and available
where needed. One of these enduring constants is the overriding need for good planning
in any major dragline maintenance or
relocation project.
Clayton Huebner, manager of the mining
division of industrial-construction specialist
CCC Group., told E&MJ that the
most successful dragline projects generally
are those in which the owner teams up
with the contractor and engineering firm,
becoming a crucial link in the project
chain, and in the process possibly becoming
aware ofand subsequently avoiding
pitfalls that a less-involved owner might
encounter. Having completed 70-plus
dragline projects at more than 50 mines
worldwide, the San Antonio, Texas-based
company has a good grasp on whats needed
to accomplish complex dragline jobs.
One of the pitfalls that a customer might
overlook, said Huebner, is productivity.
Dragline owners may be somewhat insulated
from the current labor situation in the
industrial construction sector. Consequently,
they may not be aware that worker productivity
there now is less than it was 25 years
ago, and that needs to be taken into account
in project planning. A job that took 30 days
a while back may take 45 days now.
Another important aspect is project
safety. Worker health and safety is perennially
a top concern for mine management,
but that concern is shared by industrial
contractors, said Huebner. We understand
the tremendous pressure to get a machine
back up and running, but allowing enough
time to do the job safely is very important,
he added.
Huebner also called attention to schedule
problems arising from owner-supplied
componentslong-lead parts and materials
needed to carry out the work. When it
comes to dragline-sized gears, forgings and
cast parts, youre often looking at plus-52-
weeks lead time. If they dont show up at
the site on time, youre definitely looking at
a possible schedule impact.
 The cost to repair major dragline components often starts in the million-dollar range and can
The cost to repair major dragline components often starts in the million-dollar range and can
jump to double-digit millions
when key elements, such as the boom, are involved.
(Photo: CCC Group)
An owners procurement personnel,
particularly if theyre somewhat new to the
industry, may not be aware of these lead
time requirements, which is why I cant
stress strongly enough having the machine
owner deeply involved in the project planning
from the start, he explained.
As an example of an appropriate time
frame on a large dragline project, Huebner
said early discussions with the owner on a
recently completed boom-replacement job
for a large dragline in the midwestern U.S.
began three years ago, and meetings with
the project contractor and engineering
firms began two years before project kickoff.
About a year and half out from project
startup, all parties began meeting on a
monthly basis to iron out details.
On the other side of the coin, project
owners now typically depend more on outside
engineers and contractors for services
that once were often done in-house. Thats
one of the reasons that CCC Corp. has had a
long-term strategic alliance with Joy Global.
With this alliance, a project owner gets the
benefit of having Joy Globalwhich has its
own dragline service divisionhandling
parts sourcing, upgrades, engineering and
other OEM-related services, along with CCC
Group., which can provide logistics, labor
and expertise for the field-based industrial
construction, rigging, heavy welding and
similar aspects of dragline erection, restoration
or repair, Huebner said.
In the past few years, CCC Group has renovated
a Marion 7820 dragline for phosphate
producer Industries Chimiques du Senegal
on-site in Africa; disassembled/transported/
reassembled and upgraded a Page 757
dragline as part of a machine relocation from
a Wyoming site to a Texas mine; and similarly
disassembled a Bucyrus 2570W dragline
in Alabama for subsequent relocation and
commissioning in Colombia. The Page 757
project was detailed in E&MJs sister magazine,
Coal Age, in March 2015.
Four for Texas
Moving one dragline any significant distance
is generally a daunting undertaking. But
for one company to move four of these
machines a total of 30 miles within a period
of less than five months is unusual.
Luminant Mining, a subsidiary of Energy
Future Holdings Corp., simplified the
process by using an innovative approach for
transportingnot walkingfour draglines of
three different sizes to new work sites up to
15 miles away at its operations in Texas.
It usually takes several years to disassemble
and rebuild a single dragline, or
months of planning and preparation to
walk them to new mining sites. With our
longest move spanning 15 miles, we needed
to find a way to safely, efficiently and
cost-effectively transport the draglines,
said Steve Kopenitz, Luminants senior
vice presidentmining.
 Luminant Mining used Mammoet self-propelled modular transporter (SPMT) modules to
Luminant Mining used Mammoet self-propelled modular transporter (SPMT) modules to
cost-effectively relocate four
draglines weighing up to 13 million lb at sites up to 15 miles
away. (Photo: Luminant Mining Co.)
Brad Gadt, heavy equipment outage and
relocations manager at Luminant Mining,
explained at Mining Medias Haulage &
Loading 2015 conference how the multidragline
move grew from two machines to
four. Initially, plans were to move two
Caterpillar 8750 draglines from one site to
anotherone by walking it, the other by some
means of transport. We didnt want to tear
them down for the move, Gadt noted. After
considering available options, the company
decided to use the services of Mammoet, the
global heavy-lift and transport specialist
headquartered in The Netherlands. Working
with Mammoet USA South, Luminant arranged to employ Mammoets self-propelled
modular transporters (SPMTs)platform
vehicles with modules of four, five or six
axle linesto move the two big draglines.
The modules can be connected to multiwheel
transporters to move loads that are too
big or heavy for a truck or low-boy. The SPMT
can rotate around its center to make a 360°
turn and also can move sideways. Each
SPMT axle can carry up to 40 metric tons
(mt), including its own weight. The modules
fit on a normal truck. A separate power pack
drives the connected modules and supplies
hydraulic pressure for the steering, driving
and height adjustment of the modules.
As news of the impending moves
spread throughout the company, other
Luminant mines became interested, and
the two 8750s were joined by a Cat
(Bucyrus-Erie) 1350 and a Cat (B-E) 1570
that also were in line for relocation. We
kept Mammoets equipment busy from
April 2013 to August 2014, said Gadt.
Over the course of the four moves, about
60 SMPTs, powered by up to nine 600-hp
diesel engines, were used to transport the
draglinesthe smallest (the 1350) weighing
6 million lb and the two 8750s weighing
13 million lb each. In fact, the combined
weight of the two smaller draglines barely
equalled the weight of one 8750, considered
to be the worlds second largest dragline
model in terms of bucket capacity. All of the
draglines were liftedonce their shoes and
any other components that might get in the
way were removedby an engineered jacking
system and supported by cribbing that
was sequentially removed as the SPMTs
were positioned under the dragline.
The 1350 was moved 3.5 miles, the
1570 traveled 6.7 miles, while one 8750
was moved 15 miles and the other 8 miles.
The smaller draglines required 120 and
150 SMPT axle lines, respectively, while
the 8750s required 240 lines.
The 1350 relocation project, according
to Gadt, included 10 days for equipment
mobilization and loading. Transporting the
dragline to the new site, once loaded, took
only two days and then four more days to
unload and demobilize the equipment. The
15-mile relocation of one of the 8750s, as
could be expected, took quite a bit
longer11 days to mobilize and load, 15
days to transport and four days to unload
and demobilizebut the longer time needed
for transport was actually due to inclement
weather during the move.
Moving the draglines by transporter was
significantly cheaper than walking them or
tearing them down, shipping them and
reassembling them, said Gadt. A large part
of the project cost was the initial mobilization
of the transport equipment at the
siteand once it was there, why not use it
on more than one machine? There also
were other advantages: Transporting them
didnt damage our haul roads, like walking
them does, he explained. Once a large
dragline has walked on a haul road, it
seems like its always difficult to restore the
correct road profile. The roadways needed
to accommodate the SPMTs also could be
narrowerand thus cheaper, with less dirt
workthan a walkway, while elimination of
the need for a trailing cable made the operation
quicker and more efficient. The transporter
approach also avoided excessive
wear and tear on the machines propel
gearing during the long moves.
There were other lessons learned, as
wellsuch as, plan for a lot more space at
the loading and unloading sites for equipment
than originally estimated. According
to Gadt, the mobilization site for the 1350
dragline move alone received roughly 20
truckloads of equipment a day for three days.
Easing the Impact
When major components on a dragline fail
or wear out, the cost to replace them often
starts in the million-dollar range and can
quickly jump to double-digit numbers in
the case of crucial parts such as major
gears or the boom. Companies such as L&H
Industrial, based in Gillette, Wyoming,
USA, can somewhat alleviate the economic
impact from a major dragline component
failure, either by providing innovative repair
options or by supplying in-house engineered
assemblies that surpass OEM standards
and performance. L&H, for example,
markets walking arm modifications for
draglines that include a stronger, forged
crank and can increase the walking arm
lifespan up to 50%, according to the company.
On the repair side, it can provide
large-gear rebanding, a process that
removes worn gear teeth from large gears
and replaces the material with a new, highquality
rolled ring forging from which new
teeth are machined, conserving the original hub and web plates. It also conducts concept-
to-prototype, shop-to-field development
of improved heavy-machinery assemblies
as part of its Omega products line.
 BMT WBM says its DuraCluster repair design can
BMT WBM says its DuraCluster repair design can
add years
of life and productivity to fatigued dragline
boom elements.
In another example, a subsidiary of
BMT Group Ltd. reported earlier this year
that it had successfully applied an innovative
modification and repair scheme to bolster
the service life of cluster joints on an
existing tubular dragline boom.
Dragline booms consist of tubular
chords with interconnecting lacings welded
to the chords at cluster joints. Stresses are
concentrated at the cluster joint weldments
and over time, fatigue cracking occurs.
Working with a major coal producer, British
Columbia-based BMT WBM replaced a
number of fatigued boom clusters with
its own DuraCluster design, employing an
approach that eliminates the need to cut
and replace windows in lacings by removing
the problematic design detail and
improving load paths. DuraCluster can also
extend the fatigue life of dragline booms by
reducing the stress concentrations, according
to the company, adding that once
implemented, this modification cuts maintenance
and inspection workloads.
On a recent job for Westmoreland Coal
Co., BMT said it was able to offer the customer
both reduced downtime and outage
costs, as it completed all needed work in
the allocated time frame. Once installed,
DuraCluster reduced the risks to operators
and maintenance teams in having to lower
the boom and carry out complicated weld
repairs with limited access.
Charles Constancon, director of
Canadian services at BMT WBM, said, A
boom replacement can cost in the region of
$20 million and would require a threemonth
machine outage. With BMTs modification
and repair, the cluster design can be
upgraded in around one week per cluster,
depending on the extent of chord repair
required, while multiple clusters can be
modified simultaneously. With equivalent
repair costs reduced to approximately $2
million, this is an extremely attractive incentive
for mining companies. While
DuraCluster provides a step change in life to
cracking for tubular boom construction, it is
equally applicable to tubular masts.
Paul Charlton, managing director of
BMT WBMs machinery group, said, The
innovative design developed in our
Vancouver office allows lacings to be cut
away from the chord, providing easy access
to remove damaged or previously repaired
material. The exposed chord can then be
inspected and fully weld repaired before
installing the plate. BMTs innovative
methodology delivers multiple benefits.
BMT said patent rights for the Dura-
Cluster design have been granted in Australia,
South Africa, India and North America, and
discussions are taking place with potential
clients in each of these regions.
BMT is an international design, engineering
and risk management consultancy,
working principally in the energy and environment,
marine risk and insurance, maritime
transport, defense and ports and
logistics sectors. Its customers are served
through a network of international subsidiary
companies.
A Portable Solution
In many types of large mining equipment,
pinion gears are an essential part of gear
train assemblies. If not maintained regularly,
lubricant for pinion gears can leak out through a bearing seal and potentially cause
the bearing to seize and gall the bearing journal.
Removal of the seized bearing often
results in additional gouging damage to the
bearing journal surface. As reported in E&MJ
late last year, in a repair procedure devised
by Horsburgh & Scott Co., a damaged
dragline bearing component was recently
repaired on-site and returned to service in a
fraction of the time needed for traditional
repairs. In this case, the pinion gear bearing
journal in the boom drive mechanism had
incurred a gouge that was 0.030 in. deep,
0.75 in. wide and 12 in. long; in addition,
the journal was 0.012 in. undersize.
 A major component of a dragline boom propel assemblygouged from a lubrication system breakdownwas
A major component of a dragline boom propel assemblygouged from a lubrication system breakdownwas
repaired
on-site using an innovative metal plating procedure, saving the owner days or weeks of downtime.
This type of damage is usually resolved
by component replacement or by repairing
the damaged area. Component replacement
can be costly and may take four to six
weeks. Welding can weaken the strength
of the substrate. Repair procedures require
the part to be removed from the equipment,
taken off-site for pre-processing
machining to remove the defects in the
journal and then post-processing machining
for dimensional restoration.
Horsburgh & Scott, based in Cleveland,
Ohio, USA, instead used the SIFCO
Process, a portable plating procedure used
to selectively electroplate localized areas.
With this approach, defects are typically
plated on-site with one or more layers of
copper, and then covered with a wearresistant
layer of nickel. In this repair, the
bearing journal was first plated with copper
and then masked for the defect repair. The
gouge was filled with three layers of copper
and hand finished in between each layer.
Once the gouge was repaired, the outside
diameter was plated with nickel. This,
according to the company, resulted in a
repair that was significantly less expensive
than other alternatives requiring pre and
post-process machining, and took only
days instead of weeks to accomplish.
Dave Niederhelman, chief metallurgist
at Horsburgh & Scott, said, In this application
the SIFCO Process has extended the
working life of the gear and improved the
failure rate due to the nature of the nickel
coating on the journal. The cost of manufacturing
and material to replace the gear
would have been expensive in comparison,
as well as causing weeks of downtime.
Streamlining Dragline Dig Sequencing
MineWare, an Australian technology company, recently completed
the first stage of a project aimed at identifying the best sequence
of operations and movements for a dragline to excavate in the most
efficient and productive way. It is collaborating with CRCMining
and the University of Queensland to develop futuristic dig sequencing
technology in a project funded by an ACARP (Australian Coal
Association Research Program) grant of more than $600,000.
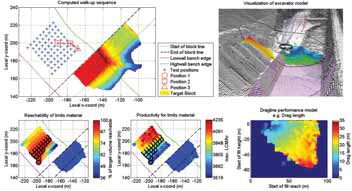 The sequencing algorithm computes the walk-up sequence to excavate a block by
The sequencing algorithm computes the walk-up sequence to excavate a block by
using
models of dragline geometry, performance and terrain interaction to 1)
identify the material
that can be reached from different positions; 2) determine how
that material will fit in the
available spoil room; and 3) estimate the productivity of
excavating that material to spoil.
MineWare CEO and project co-leader Andrew Jessett said this
stage of the project has focused on the design of the dragline excavation
sequencing system, underpinned by a sophisticated algorithmic
approach combining real-time DTM scanner technology,
3-D mine plan profiles and operator feedback.
Leveraging MineWare digital terrain mapping capability, the
dragline excavation sequencing system will act as an onboard supervisor
that can continually monitor the state of the excavation and
guide operators to compute the optimal dig sequence, he said.
Using two boom-point lasers, the dragline swings as part of its
typical operation across the terrain to create a 3-D map of the pit,
providing an effective formula for future sequences including
where to position, where to dig and where to dump.
The prototypes algorithmic approach effectively creates a
strategy for excavating material along the strip to reduce cycle
times, improve utilization of spoil and the rate of lineal advance,
as well as maximize productivity.
In stage two of the project, the team will trial the algorithm on
a fully operational production dragline, integrated into MineWares
Pegasys Dragline Monitoring system.
During this stage, operator visualization and supervisor report
tools will be developed to analyze operator-based sequencing of
excavation against the sequencing algorithm, Jessett continued.
From there, we can then move toward developing algorithms that
sequence dragline excavation operations applicable to low-wall
extended-key/chop with in-pit bench operations, under a range of
circumstances, with a future application in dragline automation.
When the project was announced in April 2014, Jessett commented
that, On draglines around the world, we continue to see inconsistencies
in operator sequences and techniques, which can result
in variations in productivity rates in excess of 10%. By giving
dragline operators accurate, instant guidance, we want to close the
gap on these variations and improve productivity as a direct result.
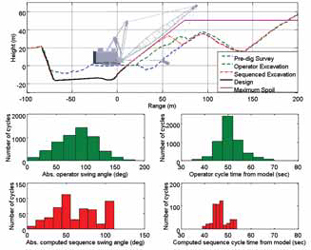 Simulation of the computed sequence shows more effective use of available
Simulation of the computed sequence shows more effective use of available
spoil room
and a reduction in the average swing angle and cycle time
required to complete the excavation,
as compared with how the operator
excavated the strip. The cycle time of both the
computed sequence and
operator-driven excavation are normalized through the dragline
performance
model to provide equitable comparison
Possible future goals may include development of automation
technologies that build naturally off the excavation sequencing
information provided by the operator assistance technology.
Additional benefits for mining companies include an increase in
coal uncover rates; improved safety by avoiding leaving high/low
walls in danger of slumping and reducing the need for surveyors in
the pit; increased operational reliability and consistency, and lower
duty cycling.
MineWare develops advanced dragline and shovel monitoring
technologies for the global surface mining industry.
Brisbane, Australia-based CRCMining is engaged in research
and innovation for the mining industry.
As featured in Womp 2015 Vol 11 - www.womp-int.com