
Large hydraulic radial direct-drive motors offer unique advantages worth considering for applications
calling for high-torque, low-speed operation.
Large Hydraulic Direct Drives in
Mining Operations
Key features, functions and application considerations for high-capacity hydraulic
material handling systems
By Ashok Amin
There are several technologies currently used to power and drive these handling systems. However, the large hydraulic direct drive has become an effective and widely used solution for a growing number of applications where a heavy mass needs to be moved under variable speeds using a system that can handle shock loads (sudden increases in the weight and mass of loads being moved) with the ability to deliver energy-efficient and reliable performance often operating 24 hours a day, seven days a week.
Operational and
Applications Criteria
The most common use of hydraulic direct
drive systems is for industrial applications
moving heavy masses on a continuous
basis with low speed and high torque, and
especially high starting torque for operations
with frequent stops and starts.
Steady, continuous high torque is essential
loads need to be moved as part of a
constantly operating process, with minimal
downtime and a limited number of failure
points within the drive technology.
Key examples of these types of applications are mine conveyors; feeders, crushers and drums; and bucket wheel reclaimers and excavators.
Hydraulic direct drives perform well in applications where shock loading occurs: large heavy loads are dropped onto moving conveyors, feeders, crushers or turning drums, suddenly varying the load size by several tons during the course of normal operations. The drive has to be able to respond to the shock load without undue wear and tear on drive components and continue driving the material movement system smoothly.
Comparison of Drive Options
Different drive technologies can be used to
power these systems, with different output
characteristics of both speed and torque.
They also have different components and
operating characteristics, which are helpful
to consider.
Electromechanical direct current (DC) drives: These systems, which are widely used in many older installations, include DC motors that are typically rated for high rotation speeds900 to 1,800 rotations per minute (RPMs). To provide low-speed, high-torque operation, a mechanical gearreduction box is installed between the DC motor speed coupling and the driven shaft of the material handling system.
There are several disadvantages associated with this configuration: the gearbox is essentially overdimensioned and less reliable. The gear ratio is fixed, which does not allow flexibility to operate at optimum speeds. The gearbox elements themselves also require maintenance and repair; in many of the operating environments described above, heat and dirt are unavoidable and can impact the gear box operation significantly.
Electromechanical variable frequency drives (VFD): This option is similar to the DC-drive option, and in recent years has replaced that technology. It combines a frequency converter, an electric AC induction motor and a high-speed coupling, and provides a variable speed option; similar to the DC system, the electric drive operates at high RPMs and for low-speed high-torque applications, a gear reduction unit is also required. The attendant inefficiencies associated with gearbox coupling of the drive system to the driven axis are similar.
Hydraulic vane motors: These hydraulic systems are directly coupled to the driven axis of the feeder, conveyor or other material handling systems. They are a lower-speed, high-starting torque radial motor that uses pressurized hydraulics to push against a series of overlapping vanes within the motor to turn the axle; they offer higher RPMs than direct-drive radial piston motors and provide high torque at both start and stall, and flat torque throughout the entire speed range.
While both electromechanical and hydraulic options described here provide reasonably acceptable performance for driving high-load material handling systems, large hydraulic radial direct-drive motors offer unique advantages worth considering for applications calling for hightorque, low-speed operation.
Large Hydraulic Direct Drives Technology Review
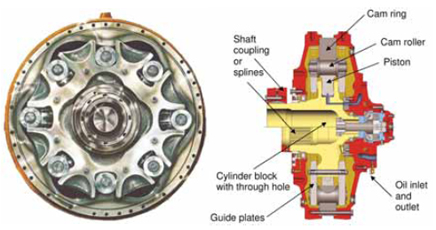
Large hydraulic direct-drive systems for lowspeed,
high-torque operation typically consist
of a hydraulic radial piston motor and a
hydraulic power unit. The hydraulic radial
piston motor is a hydraulically balanced
radial piston cam curve unit. It is connected
directly to the driven shaft. Pressurized
hydraulic fluid is fed into the cam chambers;
the fluid moves the pistons, which are
mounted around the drive shaft, in a radial
direction, rotating the drive shaft. The radial
piston motor has a very high efficiency
rateclose to 97%approaching the energy
transfer efficiency of a roller bearing.
A torque arm is installed onto the motor to take out reaction force while eliminating undesirable forces on the motor bearings, by positioning the torque arm at an optimum place for the load being driven. The pivot attachment allows the motor to follow shaft deflection with three degrees of freedom without overloading motor bearings.
The hydraulic power unit supplying the radial piston motor consists of a fixed-speed electric motor driving a variable displacement axial piston pump, intelligent pump controller and fluid monitoring system, and hydraulic fluid reservoir. The power unit is connected to the radial piston motor via cabling and hydraulic hoses; this has the advantage of enabling system designers to position the pump, electric motor and controllers in an enclosure away from the operational axis for greater design flexibility and to protect these components (particularly electronics) from harsh operating conditions.
Key Direct Drive Advantages
Hydraulic direct drive technology has been
adopted in many environments, but
advances in the technologysmaller size
and weight and the ability to offer the
highest power density and high torque
at low speedsmakes this a viable option
for an expanding range of applications
and environments.

While widely used, it has been shown that complex gear-reduction systems used in other drive platforms demand higher levels of maintenance, parts replacement and, in many applications, which undergo shock loading, higher rates of failure and replacement than many operators would prefer. With shock loading, the repeated and sudden variations in loadunavoidable in mining applicationscause the variation in load to be transferred back through, and physically impact, gearing and other components.
In a hydraulic direct-drive system, the hydraulic fluid acts as a spring, much more efficiently absorbing the load variation without transferring the mechanical energy to the motor or pump components. In addition, gear reduction actually wastes power in low-speed, high-torque operating conditions, rather than maximizing the power density of the drive system.
Key Usage Considerations
As system designers assess the drive technology
to be used for high-volume, heavyduty
transport systems, there are several
additional considerations to take into
account when evaluating the potential of
hydraulic direct drives:

Compact power: The newest hydraulic direct drives combine smaller sizes and lighter weight with much higher power density. For example, the Rexroth Hagglunds CBM direct drive offers 50% more torque in a motor that is smaller and 50% lighter than its predecessor. This enables more options for implementation in a wider range of applications; it can fit into tighter spaces and can be mounted directly on the main drive axis of a bucket-wheel excavator without adding significant excess machine mass or weight.
Tandem systems: For applications requiring higher torque than a single radial piston motor can offer, two or more hydraulic motors can be mounted in a tandem configuration, with a single hydraulic power unit configured to support the multiple motors. This can be two motors driving a single axis, or four motors driving two axes (at both ends of a conveyor, for example); this is an easier way to ensure that both motors carry a common load, since the hydraulics are all part of the same closed-loop circuit sharing the load naturally. It also multiples the power advantage of hydraulic direct drives: one example of a solution combines four direct-drive motors powering multiple pulleys to create a 5,000-hp conveyor drive.
Retrofit solutions: For existing facilities that seek to capture some of the benefits associated with hydraulic direct-drive systems, minimal reconfiguration is required to replace electromechanical drives with hydraulic direct drives. Particularly for large-scale resource and bulk material handling operations that can experience significant losses due to a gearbox failure, hydraulic direct drives can be married with existing conveyors or other equipment in comparatively short timeframes.
Total cost of ownership: Although electromechanical
solutions may have a lower initial
cost of ownership, there are some life
cycle factors that system designers and enduser
operators should consider when assessing
the potential for hydraulic direct drives:
The high reliability of hydraulic direct
drives due to very low moment of inertia
and high shock load resistance. This practically
eliminates the need for coupling
alignment, and there is no risk of gearbox
failure with hydraulic direct drives.
Space savings and weight savings with
many indirect cost savings.
Cost of electricityusing DC or VFD
high-speed electric motors and overdimensioned
gearboxes can require more
energy to operate over a wide range of
speed and various load capacities com
pared to hydraulic direct drives, which
do not require overdimensioning while
the modular sizing of electric motor and
pump combinations allows more flexibility
to optimize this.
Wear and tear on gearbox equipment can
increase repair and replacement costs,
and potentially lead to a shorter operational
lifetime compared to hydraulic
motors (many gearboxes fail prematurely
and contribute costs associated with production
downtime).

Selecting and configuring a hydraulic
direct-drive system is based on the load
and speed demands of a given application.
Calculations to be considered include:
Torque range required, both the starting
values and operating values.
The RPM required for the systems
driven shaft.
Total duty cycleloads, frequency of start/
stop conditions, potential peak shock
loads.
These factors also govern the size of the fixed displacement motor, hydraulic fluid reservoir and electric drive that will be chosen.
Hydraulic direct-drive systems offer a rugged, proven option for low-speed, hightorque applications. In many ways, they provide the classic drive solution by being able to do more with less.
Powerful Torque Arm System Shrinks Installation Costs, Saves Space
Introduced earlier this year, the Hägglunds TADS hydraulic-drive system
from Bosch Rexroth is described as a powerful, self-contained
drive package for applications and systems where space is limited.
The Hägglunds TADS is self-contained, easy to install, according to the company, and comes with either internal splines or a hollow output shaft with a compression coupling that mounts directly to a machines drive shaft. Flexible shaft couplings and associated alignment problems, extra long hoses or lines, and control lines between conventional power unit and motor are eliminated.

TADS delivers maximum torque from zero speed with infinite start, stopand reverse, which will not damage the system. This feature can add a new level of productivity for some applications, in particular apron feeders, belt feeders, belt conveyors, and infeed conveyors. The newly reconfigured TADS design is claimed to not only lower system cost, but also brings TADS into the lower power ranges where its low TCO (total cost of ownership) makes it an attractive alternative to electromechanical systems.
Ashok Amin (ashok.amin@boschrexroth-us. com) is the mining and material handling segment manager, North America, for Bosch Rexroth Corp., Columbus, Ohio, USA.