The steadily rising productive capabilities
of mobile and stationary mining equipment
means that the arrival of an “ultra-mine”—
capable of extracting 1-million-tons-perday (t/d) of ore—may not be too far into
the future. At last year’s annual meeting of
the Society for Mining, Metallurgy and
Exploration, a paper addressed that exact
possibility1, noting that: 1) it could happen
within 10-15 years; 2) it would be technically feasible using either conventional
truck haulage or in-pit conveyors; and 3)
moving 1 million t/d of ore out of a single
pit with a strip ratio of 3:1 or 4:1 would
actually involve a total removal rate of 4–5
million tons of material each day.
Considering the huge number of trucks
and the elaborate pit layout and traffic flow
arrangements needed to move that much
material, a mine operator might understandably look at a conveyor-based haulage
system instead. But even that approach,
given current conveyor-capacity ranges,
could require as many as eight to 10 large,
parallel systems to handle the volume, and
would bring an entirely different set of
logistical problems.
However, no matter what the final
transport scheme may be, the prospect of
that many tons of generally abrasive—
and possibly corrosive—material moving
through mine and plant systems would be
a daunting proposition for maintenance
departments charged with the responsibility for equipment upkeep. Material movement volumes in today’s mines alone are
problem enough when it comes to wear
and corrosion repair.
The routine tasks of inspecting, repairing or replacing corrosion-prone components, or choosing the most cost-effective
wear materials for a harsh application that
eventually destroys any kind of protection,
may not be in total harmony with an emerging image of mining as an increasingly hightech activity, but the relationship between
equipment preservation and productivity to
higher output is clear to the industry.
For example, one component of the
National Research Council (NRC) of
Canada’s High Efficiency Mining program
is a focus on wear and corrosion throughout the industry. The mining program,
according to the NRC, is designed to spur
development of cost-effective technical
solutions to economically mine remote and
lower grade ore and ensure the competitiveness of Canada’s mining sector.
“We take a systems engineering
approach that considers both the technology needs of mining companies and the
innovation capacity of their supply
chains,” said Andy Reynolds, general manager of Energy, Mining and Environment at
the NRC. Targeted projects are intended to
help optimize mining processes, improve
equipment durability, and reduce the risk
of technology adoption and integration
across mining operations through technoeconomic assessment and systems analysis. These collaborative activities, according to the NRC, will result in practical technology solutions to save companies hundreds of millions of dollars in operating and
maintenance costs.
MRO costs are a $15 billion per year
expense for Canada’s mining sector. A significant proportion of these high costs can
be attributed to equipment wear and corrosion damage—with at least one Canadian
oil sands producer reportedly estimating its
overall wear-related repair costs at more
than a billion dollars per year. As part of
the High Efficiency Mining program, NRC
said the Mining Materials Wear and
Corrosion Consortium offers clients and
collaborators benefits derived from NRC’s
multidisciplinary capabilities and facilities
across Canada, drawing on core mining
expertise. The consortium, according to the NRC, can help reduce wear and corrosionrelated costs, extending the life of equipment and increasing energy efficiency and
productivity of mining and mineral processing operations.
Membership is open to both producers
and suppliers. Current research priorities
include advanced material development
and optimization, material coatings and
protection systems, and failure analysis
and testing.
New and improved products and
processes for wear protection undoubtedly
will emerge from this and other research
efforts, and there are currently many types,
sizes and grades of wear-material products
commercially available for customers in
need of a cost-effective solution. However,
the basis for any successful product selection process is, according to industry
experts, identifying the specific challenges
of the application and determining the correct protection “philosophy” for the job.
One Way, or the Other
Roplast, a subsidiary of the Rosen Group,
is one of Europe’s largest manufacturers of
cast polyurethanes. When it comes to wear
protection, there are two common philosophies, according to the company. One is:
“The harder the stationary surface, the less
the wear.” Materials or methods for employing this philosophy include:
• Material alloying;
• Steel hardening (induction heating);
• Cemented carbide or ceramic wear tiles;
• Double wall pipes; and
 In addition to developing high-performance polyurethane (PUR) coatings for superior
In addition to developing high-performance polyurethane (PUR) coatings for superior
abrasion resistance
in pipeline applications, Roplast has cast PUR into
long-lasting
ball-mill lifter bars that can be configured
with a system to measure their wear rates and
report
the data to a central location.
• Bimetallic pipes (weld overlays).
The other approach is: “The more elastic the stationary surface, the less the
wear,” usually implemented by using:
• High-density polyethylene (HDPE) liners;
• Rubber liners, rubber cladding;
• Polyurethane (PUR) liners or cladding; and
• High-performance elastomer liners, coatings and cladding.
Either approach can be satisfactory,
depending on the circumstances of the
application, according to a paper presented by Roplast representatives at the World
Mining Congress2
. The Roplast presentation focused on the benefits provided by its
high-performance elastomer products,
made possible by the unique nature of
polyurethane chemistry, which allows customized development of solutions. Polyurethanes in general exhibit extreme resistance to abrasion and tear propagation, but,
according to Roplast, certain high-performance polyurethane elastomers exceed the
performance of standard polyurethane
elastomers not only with respect to these
properties but others as well, such as temperature and hydrolytic resistance.
Roplast offered two real-world examples—an interior abrasion protection coating for slurry pipelines; and “intelligent”
ball mill lifters fabricated from high-performance elastomers, incorporating a realtime wear monitoring system.
The harsh conditions encountered during mining and processing of Alberta oil
sands present special problems for equipment—and for pipeline systems in particular. Pipes transporting bitumen or process
tailings must be rotated frequently to distribute interior wear evenly, and entire
pipeline systems often have to be replaced
after only a year or two. Various types of
steel are used in pipeline system fabrication, often uncoated internally. Coatings
and linings offer options for increasing
pipeline service life.
Any type of interior coating must have a
reasonably high degree of adhesion to carbon steel in order to be reliably effective.
The Roplast presenters noted that most
polyurethanes generally show moderate
adhesion to steel, but they often can’t
stand up to water—in some cases they
absorb it. An elastomer pipe coating in an
environment where the product stream is
warm or hot and the pipe wall is below
freezing temperature—a typical scenario in
the Alberta oil sands—is prone to the socalled “cold wall effect” where water from
the slurry, after penetrating the elastomer,
reaches the pipe wall and freezes instantly.
The continued expansion of water upon
freezing blisters the coating, causing it to
detach from the steel pipe wall.
In laboratory testing, several of
Roplast’s high-performance elastomer
grades were found to exhibit higher adhesion to steel than any polyurethane tested,
according to the paper, and in a field test
conducted at an oil sands operation, a 30-in.-ID test spool with a 1-in.-thick highperformance polyurethane elastomer interior coating was installed on a tailings line
carrying rocks up to 5 in. size. After
11,000 hours of operation, inspection
showed that less than half of the sacrificial
coating’s thickness was eroded at the 6
o’clock position, without pipe rotation. On
this same tailings line, uncoated carbon
steel pipes typically last 2,500 to 3,000
hours without rotation. Erosion in the test
section at positions other than the area
between 5 and 7 o’clock was below the tolerance limit of optical measurement.
That successful test prompted the company to develop a proprietary, in-the-field
pipe joining process for large-scale installations of its RoCoat polyurethane elastomer
coating, and a field kit to repair smaller
defects in the elastomer layer. To date, steel
pipes coated with these interior high performance elastomer wear material have been
used for several mining operational and
field-test applications, including oil sands
tailings and hydrotransport, station piping
for phosphate slurries and mine tailings
transport in mountainous areas of Chile.
Roplast also pointed out that high-performance PUR elastomers can be cast into
any moldable shape—ball mill lifters are a
good example. Normally made from rubber,
these lifters must be replaced at intervals
that depend mostly on the ore type, but also
on other conditions such as pH and temperature. Using a high-temperature/high-pH resistant high-performance PUR elastomer,
initial lab tests comparing lifters from this
material to rubber ball mill lifters encouraged
an initial field trial at a copper concentrator.
In this particular application, rubber lifters
lasted a maximum of 11 months. According
to Roplast, inspection following installation
of high-performance PUR elastomer test
lifters indicated that the PUR lifters would
last at least twice as long as rubber lifters.
The company also has developed an
elastomer lifter that continuously measures
its own wear and monitors the temperature. A complete monitoring system including data transmission modules and a central control unit are part of this system.
Made for the Job
Iracore International is a major fabricator
and supplier of polyurethane lining materials for the global mining industry. The
Minnesota, USA-based company reported
not too long ago that it had provided more
than 625,000 linear meters of lined pipe to
various mining and other industrial projects, and currently is operating some of the
largest PUR casting machines in the world.
Iracore has provided lined pipe solutions to major oil sands mine developers in
northern Alberta for more than a decade,
the company said, noting that it has
worked at developing and testing its proprietary urethanes and manufacturing
processes to meet the severe operating
conditions encountered in this sector.
The company currently is in a threeyear agreement with Shell Canada for the
supply of lined pipe and fittings for use in
the Alberta oil sands. The agreement provides Shell access to a number of Iracore’s
proprietary products and services for use at
the Muskeg River and Jackpine oil sands
mining projects.
Iracore, according to the company, is a
complete pipeline system consisting of
pipe spools, Iracoupling end flanges and a
full range of other fittings, all lined with a
urethane-based compound that was developed specifically to protect hydrotransport
and tailings pipe in the Canadian oil sands.
Iracore lined pipe spools are available
in lengths up to 50 ft, and typical diameters are 18 to 36 in. Among the features
that make it highly suitable for oil-sands
use are its resistance to large particle
impingement, with improved wear performance in fast velocities—the internal pipe
coating can withstand particles up to 6 in.
in diameter traveling at 6 m/sec. Iracore,
according to the company, also resists disbondment from the cold wall effect, and is
one of the few elastomers that can withstand long-term exposure to hydrocarbons.
Handling Wear with Hard
Core Solutions
For mining applications that require hard
wear-surface protection, several new
cladding and coating technologies have
recently emerged.
NanoSteel, which specializes in
nano-structured steel materials design,
announced recently that its Super Hard
Steel (SHS) weld alloy has been selected
by Trimay Wear Plate Ltd. to provide wear
protection within the steel piping of a concrete slick line at an underground mine in
northern Canada. NanoSteel said that in
this application, SHS has been proven to
provide dramatic wear-rate improvement
over the previous solution. Combined with
Trimay’s casing design, this project represents the second line of identical configuration for the customer and will be
installed during the first quarter of 2014.
NanoSteel said its patented SHS 9800
alloy is applied as a continuous spiral weld
overlay to the inside diameter of carbon
steel pipe. When welded, SHS 9800 forms
a nano-scale microstructure resulting in a
uniform hard matrix with maximum hardness and wear resistance consistent
throughout the entire overlay. Bead orientation is perpendicular to material flow for
even wear resistance. NanoSteel ID clad
straight pipe is available in lengths up to
21.5 ft and is fitted with flange or threaded connecting joints. Bends and elbows
are available in various sizes.
The slick line is a 600-m-long (1,968-ft)
vertical borehole system of 9-5/8-in.-diameter casing used for delivering concrete to
backfill mined out sections and reinforce
rock walls. It consists of NanoSteel clad API
L80 grade steel casing and Trimay’s proprietary threaded joint system.
In its initial installation, thickness loss
for the NanoSteel cladding was measured at
0.9 mm (0.035 in.), after delivering
120,000 m3
(288,000 metric tons) of concrete over 30 months of service. With this
demonstrated wear rate of 320,000 mt
delivered per millimeter of thickness loss,
the coated pipe has provided a 30 times
improvement over the previous solution, an
uncoated API L80 bare casing with a wear
rate of 10,500 mt per millimeter. Service
life for the system is projected to achieve full
“life of mine” duration, exceeding 19 years.
“The high hardness and toughness
properties provided by our weld overlay
result in the improved wear performance
for this application,” said Tom Santos, vice
president and general manager of coatings.
“Because of this, a slick line clad with our
material eliminates several replacement
cycles for a life of mine solution.”
Trimay General Manager Doug Fraser
added, “For this vertical slick line application, Trimay’s casing design provides significant time and cost savings at installation. Compared to casing lines with welded
flange connections, our threaded joint system connected by a zero-differential coupling can be fitted in the field faster and
allow a smaller diameter borehole to be
drilled at a lower cost.”
MesoCoat, a nanotechnology specialty
materials company based in Euclid, Ohio,
USA, has developed CermaClad metal
cladding technology that is claimed to bond
state-of-the-art, wear-resistant coatings at
lower cost and at two to three times the
thickness of materials applied using conventional technologies. This translates to a double or triple increase in component lifetime,
according to the company. Components that
can be clad with this technology include
pipes, pumps, screws, conveyance, pipes,
wear plates, elbows and shear bars.
CermaClad is a patented process that
uses high energy density infrared fusion to
metallurgically bond a layer of API-compliant metal alloy such as 625, 316L, nickel
tungsten carbide, etc., to a steel substrate.
Due to input controllability and a scalable
rate of application, a full range of long-term,
functional alloys for chemical, temperature,
and abrasion resistance can be applied.
Cast in Stone
Several suppliers, such as ITW Polymers
Europe and Abresist Kalenborn Corp., manufacture cast-basalt piping components for
specialized applications. In Abresist’s case,
its fused-cast basalt products have found a
home in the potash industry as well as
other mining applications. As the company
explains, potash is not a singular material
as it refers to a family of potassium-based
compounds that differ in their physical
characteristics such as solubility in water, color, density and of major importance to
the maintenance department: abrasiveness
and corrosiveness. Keeping potash process
plants running requires constant management on a variety of components that suffer from wear and corrosion.
Basalt pipe has an outer steel casing of
varying thickness depending on the operating conditions, particularly pressure and
temperature. Connections are usually made
with plate flanges, with compression couplings and grooved couplings used around
pumps for ease of disassembly. The flanges
are designed for each system based on the
pressure requirements. The basalt lining is
in cylinder form at least 3/4-in. thick, set in
cement mortar and comes in internal diameters from 2 in. to 20 in. It is impervious to
the corrosive effects of the potash solutions. The outer casing also needs corrosion
protection and can be coated with any commercially available coating, or can be hotdipped galvanized, if deemed appropriate.
Basalt linings polish with use, and the
glassy nature of the lining keeps materials
moving in sloped gravity feed lines. With a
Moh's hardness of 8, the lining is harder
than the various potash compounds as well
as the tramp minerals being removed.
Abresist lines have lasted 15–20 years or
more at potash plants in New Mexico and
Saskatchewan. In Saskatchewan, with cold
temperatures a potential problem, especially in long tailings lines, the insulating
effect of the lining gives the plant more
time to drain a line in an emergency.
Saving the Sprayer
In some industrial situations that require
frequent or extensive spray-on application
of protective material, not only can the
spray-on product wear out—it also can
wear out the equipment used to apply it,
according to Belzona, a supplier of polymer
repair composites and industrial protective
coatings. Belzona said it has pioneered a
new generation of spray-applied, filler-free
polymer alloy that provides the protection
of a ceramic coating without causing wear
or damage to spray equipment.
In fluid conveying equipment such as
pipelines, pumps, valves and chutes, a
robust and durable filler may be used to protect against erosive conditions. When
ceramic filler is used, the hard, angular
nature of the ceramic particles can cause
damage to spray-application equipment.
Belzona’s 1331 and 1381 coatings are
claimed to overcome equipment-wear issues
while providing superior erosion resistance.
The company said that as a “sprayfriendly” coating that does not wear or damage spray equipment, this class of erosionresistant coatings can also be used in a
wide range of abrasive environments where
brush or roller application is not practical.
Belzona 1331 is suitable for immersion
at temperatures up to 50°C (122°F)
while Belzona 1381 can be used in immersion at temperatures up to 95°C
(203°F). Superior edge retention and film
build-up of the polymer alloy means the
material can also be used in a variety of
geometries, including girth welds on
pipeline internal field joints, according to
the company.

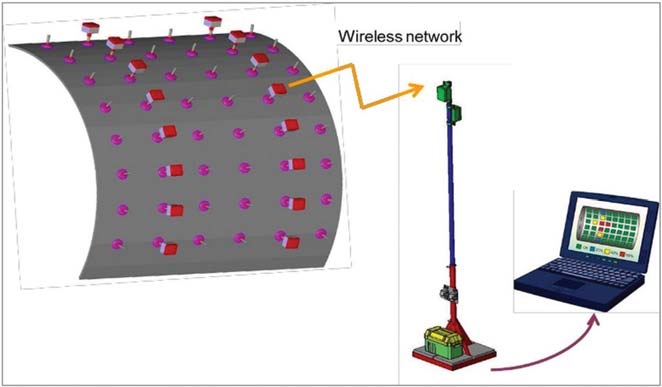
Linatexs Wear Indicator System is designed to detect abnormalities from wear in preformed rubber hoses and hose
bends carrying highly abrasive materials.
The wear indicator system operates continuously, automatically monitoring pipe status and relaying information to mine operators.
Measuring for Maintenance
Despite the improvements in wear resistance
offered by these and other products, wear
will eventually win in any abrasive-material
transport matchup. Measurement of wear
rates is necessary to estimate maintenance
intervals and identify problem areas.
Weir Minerals Linatex, a business unit of
the Weir Group that manufacturers natural
rubber wear products, introduced the Linatex
Wear Indicator System at MINExpo 2012.
The product is designed as an “early warning
system” for its preformed hoses and hose
bends that handle highly abrasive materials
in mining operations. The wear indicator system operates continuously, automatically
monitoring pipe status and relaying information to mine operators onsite.
According to Linatex, conventional wear
indicator systems only check for a break in
the wire (continuity) to detect a go/no-go
hose failure point; the Linatex system constantly searches for wear and tear throughout the hose. It senses a change in resistance as measured by ohms.
CiDRA, which provides products and
services that focus on slurry flow management and asset/process optimization, said
its HALO SMARTring technology and service also is designed to overcome the deficiencies of traditional, manual methods
used to measure pipe wear, applying
expertise in differentiated sonar and signal
processing to provide accurate pipe wear
measurements and other relevant pipeline
information and characteristics. The
SMARTring pipe wear measurement tool
clamps around the outside of the pipe and
remains installed throughout the life of the
pipe. CiDRA announced recently that a significant milestone has been met with the
successful commissioning of more than
1,000 HALO pipe wear measurement and
characterization systems.
On larger diameter pipes, the SMARTring solution features 12 measurement
locations, equally spaced around the pipe.
When inspection is necessary, a CiDRA
technician connects a handheld readerprocessor to each SMARTring sensor band
and records all 12 measurements simultaneously. Because measurement of all 12
points can be made virtually in seconds,
tens of thousands of points on hydrotransport and coarse tailings slurry pipelines can
be frequently measured, and repeatedly
and reliably tracked, enhancing predictive
modeling and action by pipeline and asset
reliability teams. The system is certified for
use in Ordinary Locations and Class 1
Division 2 environments.
1
The Next Step Change in the Size of
Mining Projects, D. Morrison, Sinclair
Knight Merz, Preprint 13-109, SME
Annual Meeting, February 24-27, 2013.
2
Field Experience with Novel High Performance Polyurethane Elastomers for
Wear Protection in Slurry Pipelines and
in Ball Mills, Michael Magerstädt,
Gunther Blitz, Thorsten Räth and Larry
K.L. Lai, 23rd
World Mining Congress,
August 11-15, 2013.
