Aligning Screen Technology to Mining Operations
The right balance is necessary to optimize plant throughput
By Kurt OBryan
 Weir Minerals says its linear motion horizontal screensrecently rebranded as part of
Weir Minerals says its linear motion horizontal screensrecently rebranded as part of
the
company's new Enduron family of comminution equipmentoffer a solution that
provides
low headroom requirements and less pegging of screen media when compared
with circular or elliptical motion screens.
The global mining landscape has shifted over the last 20 years
to adapt to mineral reserves and economic factors.
In countries with low-grade orebodies and relatively high
labor costs, such as Canada, the U.S. and Sweden, the small,
low-tonnage mining operation has virtually disappeared. In
those countries, the industry has shifted to high-tonnage, lowgrade operations, which require larger equipment with a low
operating cost and high throughput.
Emerging economies like Brazil, Russia, India and China
require large quantities of raw minerals such as iron ore and
copper to feed their growing global and local demands. Fueled
by the growth of these emerging markets, a global boom in metals and energy prices has been sparked. To meet this demand,
high-tonnage operations have become the norm and now dominate in countries like Australia, Peru and Chile where major ore
reserves are located.
Whether it is low-grade or high-grade ore being extracted
from the earth, the focus has shifted to high-tonnage operations. The common denominator is that mine operations are
looking for higher output while lowering costs. As a result,
there is even greater importance placed on integrated processing solutions or comminution packages, including screening technology. Once a secondary design consideration,
screen technology now plays a significant role in mineral processing operations.
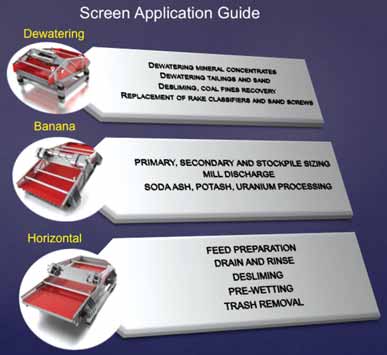
Typical screen applications include:
• Grizzly screens for coarse material separation;
• Large capacity double-deck combined scalping and sizing
screens for closed-circuit, secondary crushing circuits;
• Fine separating sizing screens operating in closed circuit with
high-pressure grinding rolls;
• Linear motion horizontal screens for SAG mill discharge;
• High-frequency sizing screens for coarse material recovery
from cyclone overflows; and
• High-frequency dewatering screens.
In addition, some mine operations opt to locate smaller
screens throughout a plant for specialty applications such as
tramp metal removal.
Larger-tonnage plants that deploy new high-pressure grinding rolls have created a new technical challenge for vibrating
screen suppliers. To meet the needs of both large primary grinding mills and large secondary cone crushers, screen sizes have
been increased beyond the standard 4-m screen width. As manufacturers have increased screen sizes to accommodate higher
throughput, they have also focused on increasing screen media
life and simplifying replacement procedures.
There are several important criteria to consider when evaluating screening technology, including separation effectiveness,
equipment durability and overall maintenance costs. The wrong
screen can completely disrupt the operating efficiency of a
plant. When an improper selection of a screen occurs, operators
are forced to compromise the production and cost targets of
other equipment in the plant.
For example, a cone crusher’s operating cost can be as
much as 50% higher if fines are not adequately removed prior
to crushing. Besides the added operating cost, the cone crusher will be forced to reduce its crushing effectiveness to prevent
mechanical damage caused by the packing of the newly created fines and the fines that entered the crusher from the
screen oversize. In the case of SAG mills, a poorly selected
SAG mill discharge screen can adversely affect both the cone
crusher processing critical size material and the feed size to
the downstream grinding mills. In both cases, production is
lost and in the case of the cone crusher, mechanical reliability can be compromised.
The challenge facing manufacturers of screening technology
is to design systems that vibrate larger and heavier screens
without sacrificing ease of operation and maintenance.
The interdependence of the individual components of a mill
circuit requires that all unit processes are optimized and
aligned for maximum capacity, efficiency and utilization. By
carefully designing and integrating equipment, capital investments can be minimized without compromising productivity or
increasing maintenance costs to ensure the continued efficiency of mine operations around the world.
O’Bryan is global product manager–screening technology for
Weir Minerals (www.weirminerals.com).
 Banana screens use a multi-slope design to quickly and efficiently separate
Banana screens use a multi-slope design to quickly and efficiently separate
fines from
oversize particles.
Angling for the Best Approach
The author updates E&MJon matters of specific screening
requirements, usage trends and Weir Minerals’ strategy for serving its screen-market customers.
Weir Minerals specializes in linear-motion screens. What benefits do these type of screens offer, and for which specific applications do they offer the most benefit when compared with
screens that use circular or elliptical motion?
A linear-motion screen action is needed whenever the screen
approaches an angle where material must be both dislodged
and mechanically advanced forward on the screen with minimal or no benefit of the incline to assist in moving material or
keeping material from pegging in the screen openings. The
clearest illustration of a linear motion benefit is when the
material must be conveyed up the screen at a negative angle,
as is common with Enduron dewatering screens. For screens
with angled inclines of less than 10° (which includes most
banana screens with multiple inclines or slopes) a linear
motion exciter is required.
Linatex—now Enduron—screens have been popular for use in
dewatering applications for many years. Have you seen
increased interest from customers for these types of screens,
given the industry's increased focus on water conservation,
reduction of energy costs, tailings management, etc.?
Dewatering screens used in combination with hydrocyclones
and centrifuges are in even greater demand. On the environmental front, any project that encompasses the use of water
must consider water recovery as a key aspect of their long-term
environmental plan. Permit requirements that demand a return
of a mined or processed minerals resource to its original state
less the mineral, cannot leave behind a large tailings pond that
did not exist prior to the minerals activity without objections
from the regulatory agencies. So today, we see a much stronger
trend for dewatering screens of increasing size to meet hightonnage demands of large mining operations.
Banana or multi-slope screens are used in many mineral applications ranging from diamonds to iron ore. What are their principal advantages?
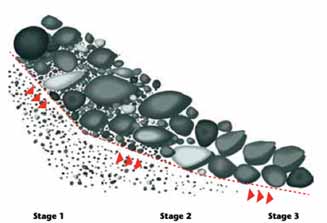
Banana screens have decks arranged to provide a two-prong
attack to the screening activity. As shown in the diagram, the
first stage is the steep angle of inclination (usually inclined
30°-35° from horizontal) that causes the material to immediately stratify due to rapid shearing. Once this stratification
occurs, 60%-70% of the screening required is accomplished
in these high incline areas along the first third of the screen
length. The middle third of the screen (usually inclined 10°-20° from horizontal) removes the next 20%-30% of material
and the last third (usually inclined 10° or less from horizontal) performs final finishing, with almost all the separation
action a result of linear-motion, mechanical agitation. In
applications where coarse, heavy rocks are processed, the initial high-velocity screening angle is reduced to 25° , as there
is no benefit to rapidly stratifying coarse particles at the feed
end of a banana screen.
In addition to providing customers with equipment packages
that can handle high tonnages, what products, services and
technologies can Weir Minerals offer to give customers better
plant availability, space or energy savings and improved materials handling capabilities?
Weir is currently introducing new products in many fronts to
reduce wear, ease maintenance and lower costs. Current new
developments include a wide range of new wear metals and new
elastomer (rubber and urethane) products that will last up to
50% longer than what is currently in common use in the market. Whether it is material handling, comminution or separation—if the material being processed is wear-intensive, Weir
has new solutions and continues to develop new solutions to
help our customers lower their costs and increase uptime. Weir
continues to focus on providing the most economical solution
tailored to the needs of the industry served.
|
Custom-engineered Vibrator Design
Martin Engineering is now offering customengineered vibration technology for manufacturers of shakers, separators, wash
plants and other process equipment that
uses vibration as a working force. By
adding the new capability, the company
hopes to open up a wide range of new possibilities for equipment designers who have
traditionally been forced to engineer products around existing vibrator models. The
design and engineering will be performed
at Martin Engineering’s new Center for
Innovation, Research & Development (CFI)
in Neponset, Illinois, USA.

Outdoor testing: Supporting the custom engineering concept is an outdoor endurance testing station to evaluate new vibratory drives and screen designs under
real-world conditions.
Custom-engineered drives are already
being manufactured at Martin Engineering
locations in the U.S. and China, and as the
business grows, the firm plans to supply
them from all eight of its business units
around the world. “Global manufacturers
need to be able to count on worldwide availability of customized solutions like these,”
said Vice President of Operations Robert
Nogaj. “This approach is part of our evolving
global business strategy to tailor solutions
for specific customers and applications.”
“The target market for these new services is any manufacturer that supplies
vibratory equipment of virtually any kind,”
Nogaj added. “If an OEM has a unique
need for a drive that hasn’t been (or couldn’t be) designed before, or if there’s a
design for a machine that they could not
find a drive for, now there’s a cost-effective
resource for developing them.”
Martin Engineering is targeting continuous-duty applications that often require
explosion-proof construction and multiyear
reliability, backing the products with the
industry’s first three-year warranty, plus
three additional years on bearings and
electrical parts. A key to the new technology is its global availability, as the company
will be able to manufacture custom
designs in any of the countries in which the
firm does business. Customers will benefit
from regional engineering, manufacturing
and service in virtually any location.
“There are many suppliers who provide
off-the-shelf solutions, and we will continue offering conventional vibrators in a wide
range of sizes and force outputs,” Nogaj
said. “But for the builders of next-generation equipment, we can now deliver design
options that engineers have never had
before. Instead of being limited to an offthe-shelf vibrator, manufacturers can specify the exact sizes and parameters they
need to suit new and emerging designs.”
Nogaj said the designs are likely to find
utility in high-frequency vibratory screens,
sizing equipment, dewatering operations
and other vibratory equipment.
While traditional designs will remain a
cornerstone of the company’s family of
vibration products, the company is now
able to custom-engineer the size and shape
of the drives, torque curves, weight and
many other features, in both electrical and
mechanical units. “This will allow OEMs to
build equipment that hasn’t been available
in the past,” Nogaj said. “Rather than
being handcuffed into using the stock
designs that are on the market now, they
can order the exact vibrator properties, profile and output that they need.”
An important component in the decision to offer custom-engineered vibration is
Martin Engineering’s extensive new R&D
capabilities in the CFI. For example, the
firm has recently added four massive,
spring-mounted 10,000-lb test blocks
specifically for development and trial of
new vibrator designs.
 Indoor test block: The massive 10,000-lb (4,545 kilo) test block in the Center for Innovation is used for
Indoor test block: The massive 10,000-lb (4,545 kilo) test block in the Center for Innovation is used for
the development
and trial of new vibration designs.
“This kind of capability is intended to
serve the OEM who has vibration needs that
are presently unmet,” said Global Vibration
Development Manager Brad Pronschinske.
“It will be a huge competitive advantage for
manufacturers trying to develop new products, giving them a design freedom that
wasn’t possible before.”
Martin Engineering’s new capabilities
also include sophisticated dynamometer
testing that allows the company to map the
shape and values of an electric motor’s
torque curve. “The dyno testing helps us
analyze existing designs, but it also means
that customers can come to us to obtain a
specific torque curve,” said Pronschinske.
“That can be an extremely valuable asset
for new product development, and until
now it’s been a service that has been nearly impossible to find without investing
huge amounts of money.”
Further supporting Martin Engineering’s
commitment to the custom engineering concept is an endurance testing station located
outside the CFI, where engineers can evaluate new vibratory drives and screen designs
on any of five different shakers. A similar
station at the company’s China facility also
features two shakers. “The outdoor test stations are intended to duplicate tough, realworld operating conditions,” Pronschinske
added. “The setup at CFI has one shaker
design with a four-pole drive unit that can
develop as much as 10 Gs of force, helping
us to engineer the highest quality, longestlasting vibrators in the world.”
Martin Engineering will offer an extensive range of designs and features for specific applications, including explosionproof models, vertical shaft units, flangemounted designs and even low-profile
vibrators that can be incorporated as part of
a support structure. “This capability allows
us to take a huge leap beyond the conventional four-footed designs that dominate
the market today,” Pronschinske said.
New Directions in Screen Tech
As in most sectors of mineral processing
technology, an underlying philosophy of
particle separation science is that “there’s
always room for improvement.” It’s a driving
force that’s nowhere more apparent than in
the constant flow of new ideas related to
screen-machine and media design in processing of ores, slurries and tailings. Here’s
a quick sampling of what’s new—and effective—in the commercial market.
Metso has introduced a new, highenergy elliptical-motion horizontal screen,
which it says will provide increased uptime
and safer maintenance, while delivering up
to 25% more screening capacity compared
with a conventional screen of the same
size. The model ES screen machine features two unbalanced shaft lines that
rotate in opposite directions, generating a
high-energy elliptical motion with a selfsynchronizing principle. There are no
mechanical timing devices, gears, belts or
oil leakage, which together with the reliable grease lubrication system, should
keep downtime and maintenance to a minimum. The unit also offers up to 50% more
space between the decks compared with
similar flat screens, for easier, safer and
more comfortable access for maintenance.
The standard deck frame of the screen is
preconfigured to handle both modular and
tension screening media with minimal
interruption and can be easily converted to
handle the media of choice.
Making Fines Pay
At the other end of the particle size spectrum, Deister Machine Co. has developed
a new Ultra-Fines Recovery (UFR) system, designed to recover ultra-fine particles in mill tailings and enable mining
operations to eliminate or greatly reduce
the need for maintenance-intensive settling ponds. Deister describes the UFR as
a cost-efficient alternative to plate filter
presses, allowing producers to create a
dry tailing or silt product that can be
stockpiled prior to removal, or used as a
saleable product.
 Metsos ES elliptical-motion horizontal screen.
Metsos ES elliptical-motion horizontal screen.
 Deister Ultra-Fines Recovery system.
Deister Ultra-Fines Recovery system.
 Major Wire Flex-Mat 3 Modular panels.
Major Wire Flex-Mat 3 Modular panels.
 Polydeck Armadex bolt-down rubber panels.
Polydeck Armadex bolt-down rubber panels.
The Deister UFR System is capable of
recoveries from 350-400 mesh, and at
feed capacities from 1,500–3,500 GPM
(5700–13,250 l/min). It utilizes a radial
distribution manifold for even distribution
of solids to all cyclones. The system’s
reverse slope vibrating screen is available
in sizes up to 7-ft wide and 12-ft long
(2.13 x 3.65 m), with solids capacities up
to 70 t/h.
The UFR system’s cyclones are available with a variety of liner and body materials. Victaulic connections allow flexibility
and ease of maintenance. Optional Duck
Bills can be attached to the cyclone apex
with siphon control to accommodate variable feed solids conditions. The sump is
constructed with reinforced walls and vertical columns.
A sloped bottom plate promotes even
solids flow to the pump inlet and an automatically adjusted makeup water valve protects the pump. Several pump configurations are available, mounted on a steel
frame base pad.
Deister also introduced two innovative
options for use on mine-duty screens. Its
new Exciter Vibrating Mechanism is
designed for use with large linear-stroke
screens and feeders. Multiple units can be
positioned in series and linked by flexible
shaft couplings. Innovative seal, shaft and
bearing arrangements provide a rugged
unit that is easy to maintain, according to
the company—especially when combined
with the Deister System Saver Oil Filtration
System. Removable external counterweight
slugs allow for easy output force adjustment over a wide speed range. The Exciter
Mechanism can be driven by V-belts or
direct drive flexible shaft.
Another option for large screens is
Deister’s Isolation Base, which incorporates a secondary set of support springs, as
well as shock absorbers that further isolate
the forces generated by the vibrating
screen frame from the stationary structure.
The base, according to Deister, also is useful in reducing the size and complexity of
the support structure under and around the
vibrating screen.
Modular Media Meets
the Challenges
Montreal-based Major Wire Industries now
offers a wide variety of Flex-Mat 3 Modular
screen media panel locking systems that
increase overall screening production without costly screen box modifications. These
locking systems, including Pin & Leg, Pin
& Leg Maxi, Pin & Sleeve, Grooved, Step,
Snap C, Snap P and Snap 2K, are claimed
to fit virtually any existing screen box.
Snap- and step-type panels are available in
1- x 2-ft (305- x 610-mm) sizes, while the
pin- and grooved-type panels are available
in both 1- x 1-ft (305- x 305-mm) and 1-x 2-ft sizes. All locking systems fit competitive dimensions as well. They install using
the same fastening systems as traditional
polyurethane and rubber panels and are
available in both stainless steel wire and
Major Wire’s proprietary OptimumWire.
Flex-Mat 3 Modular panels replace existing
polyurethane and rubber panels wherever
throughput is compromised, such as at the
discharge ends when throughput is critical.
South Carolina, USA-based Polydeck
noted that high performance, extreme duty
screening applications consistently provide
challenges for traditional modular screen media. Wire cloth wears out quickly and
modular synthetic media may be only marginally effective in dealing with the volume
and weight of feed material. Bolt-down rubber has often proved to be an effective solution for these extreme duty applications.
The company is now offering Armadex
rubber bolt-down screen sections. Armadex
sections are made with Binary Injection
Molding (BIM) technology, which is a proprietary Polydeck manufacturing method.
This type of injection molding puts a premium gum rubber blend under extreme
pressure in a staged sequence to produce
high-quality bolt-down rubber media.
The process, says the company, creates
a longer wearing screen section with the lowest dollars-per-ton investment. In addition,
the BIM process allows customization
options not available in traditional bolt-down
screen media. Among available options in
the Armadex line are square, slotted, round
and custom aperture shapes; various aperture sizes that can be configured to optimize
wear life versus open area for a specific
application; sections that fit any existing
frame configuration; and customizable bolt
hole and aperture locations, allowing section
designs that protect screen cross members
and control wear rates in feed zones.
‘Old Reliables’ Produce Profits
Although the marketing spotlight naturally
gravitates to new or improved products, the
application of tried and true screen equipment and techniques often provides significant—and highly cost-effective—operational improvements.
Derrick Corp., headquartered in Buffalo,
New York, USA, has focused on fine-screening applications in mining for decades, but
has developed products for other screening
tasks as well. Derrick can provide numerous
examples of how incorporating units of its
plant-proven fine-screening products into
comminution circuits that use traditional
setups can result in better performance. For
instance, after a U.S.-based iron ore plant
added 24 of its Multifeed screens with 150-micron polyurethane panels to the primary
grinding circuit, the plant increased line
production by more than 30%, reduced
power consumption per ton by 24% and
obtained the same product grade—but at a
coarser grind.
The Multifeed screen is no newcomer
to the industry—Derrick patented it in
1977 and it is the direct predecessor to
the company’s popular Stack Sizer wetscreening unit.
The company also has heavily invested
in perfecting its line of fine-screening
polyurethane media. In another example,
an iron ore producer operating a spiral
plant to recover fine, liberated hematite
from tailings installed Derrick 45-mesh
polyurethane screen panels ahead of the
spirals to remove coarse silica from the
feed. The spirals were then tuned to recover more iron in the 40- to 200-mesh range
at the same grade. This process improvement resulted in an additional 500,000 t/y
of fine concentrates.
As featured in Womp 2013 Vol 09 - www.womp-int.com