Cartridge dust collection system used for a fine ore crushing application
Comparing the Cost of Dust Collector Bags vs. Cartridge Filters for Mining Applications
A cartridge collector has a much smaller footprint than a conventional (i.e., nonpleated) baghouse and operates at lower pressure drop. It can also achieve significantly higher filtration efficiencies—a potentially important advantage since, if emissions are too high, regulators may curtail production.
An important difference between baghouses and cartridge collectors is filter cost. There are many factors beyond initial price that must be considered in formulating a true cost comparison between the two types of filters. By understanding how to make that evaluation, mining engineers and mine managers looking to upgrade dust collection equipment will be in a better position to make informed equipment buying decisions.
The first step in a bag vs. cartridge comparison is to match filters by air flow or cubic feet per minute (cfm) of through the system. It is important to base the comparison on cfm and not on the cost of an individual bag vs. an individual cartridge. Why? Because it typically takes somewhere between eight and 20 bags to achieve the same cfm as a single cartridge. The exact number will depend on the length and diameter of the bag.
Another consideration is how much time it will take to replace the filters. In some mining processes, the government has imposed regulations through permitting which state that any time a dust collector is shut down, the process that the dust collector serves shall be shut down concurrently.
Also, to make an evaluation, we need to consider the production run rate at the time of the filter change-out; the average head grade of the mining ore; the selling cost of the product at the time of the downtime; and the cost to produce 1 lb (or in some instances, 1 oz) of the product.
As an example, a large mining company was looking at upgrading the dust collector used to serve a fine ore crushing and screening plant. The existing equipment was a 47,000-cfm baghouse. The following analysis compares the change-out costs for the existing filter bags with projected costs for the same application substituting high efficiency cartridge filters.
The existing bags were 5.75 in. in diameter by 10 ft in length with a polyester filter media with efficiencies ranging from 99% to 99.9% on particles larger than 1 to 3 microns. Typically, small particles below this size range are not effectively captured with bag filters. The cartridges used in the comparison were highefficiency pleated filters with an openpleat design that allows better utilization of the media surface for longer filter life and more energy-efficient performance. The cartridge filter media is pleated moisture resistant paper with a maximum of seven pleats per inch and a double gasket for leak protection. The filters are vertically mounted and do not require an external wire or expanded metal cage. The cartridge filters are 99.99% efficiency on 0.5 micron or larger particles by weight, and are guaranteed to produce collector outlet emissions of 0.005 g/ft 3 or less. The air to cloth ratio on the dust collectors is below 2:1.
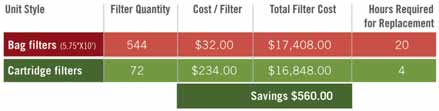
The 47,000-cfm dust collector used 544 bags, while a cartridge collector serving the same process would only require 72 cartridges as shown in Figure 1. At the time of this evaluation, the cost per bag was $32, compared to an individual cartridge cost of $234. The total cost of filtration using bags is therefore $17,408 (544 x $32), in comparison to total cartridge cost of $16,848 (72 x $234). That amounts to a savings of $560 in initial filter cost—while achieving significantly higher filtration efficiency with the cartridges as an added bonus.
Even more important in this evaluation is that mine maintenance personnel had to schedule two 10-hour “down” days to replace the 544 bags inside the unit, or 20 hours of lost production. With a cartridge dust collector sized for the same cfm, change-out of the 72 cartridges would only take an estimated four hours, recouping 80% of the lost production time.
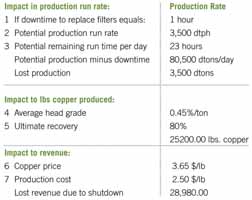
The costs of one hour of lost production are shown in Figure 2. If the potential production run rate is 3,500 dry tons per hour (dtph), the average head grade of the ore is 0.45%/ton, and the ultimate recovery of the product is 80%, the mine would lose 25,200 lb of copper. If copper is selling on the market for $3.65/lb and the production cost to produce 1 lb of copper is $2.50, the lost revenue due to that shutdown would be $28,980.
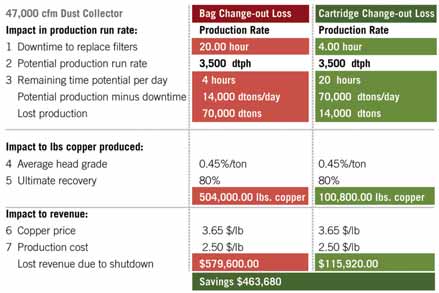
As mentioned previously, change-out of the baghouse filters required two 10-hour down days or 20 hours of lost production. Applying the hourly cost parameters from Figure 2, over 20 hours the mine would lose 504,000 lb of copper, equaling $579,600 in lost revenue during bag filter changeout compared to only four hours of downtime with cartridge filters, totaling a loss of 100,800 lb of copper for $115,920 in lost revenue (See Figure 3). There is a difference of $463,680 between changing out bags and cartridges when factoring in the costs of lost production.
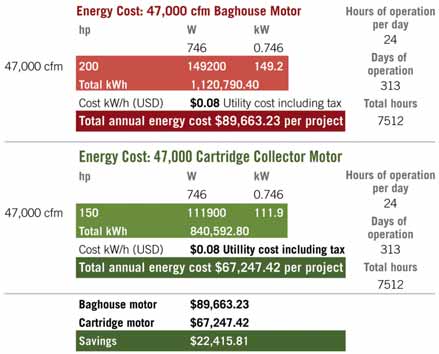
Energy cost is another important area of concern. The next step in the analysis is to compare the operating horsepower requirements of the 47,000-cfm baghouse with a 47,000-cfm cartridge collector. This analysis is based on a local utility rate of $0.8/kWh and an operating schedule of 24 hours a day, 313 days out of the year or 7,512 hours (allowing for scheduled downtime). The results can be found in Figure 4. The existing baghouse used a 200-hp motor, resulting in an annual operating cost of $89,663.23/year. In comparison, the cartridge collector could run with a 150-hp motor for the same 47,000 cfm, at an annual cost of $67,247.42. That’s a difference of $22,415.81/year in savings on electrical costs.
In some areas of the world where it is difficult to get electrical power to a mine site, there may be another important benefit of using cartridge filtration. The resulting savings in horsepower and electrical consumption might allow a mine to install another piece of processing equipment, e.g. a larger crusher or additional crusher or screen, depending on the number of dust collectors used and total horsepower saved. This in turn may generate more revenue for the company.
The total annual savings (downtime plus electrical) achieved by using cartridges in place of bags amount to $486,096—a significant difference. Adding in the initial filter cost differential of $560, the grand total comes to $486,656 saved with cartridge filters.
It is not the cost of one bag vs. one cartridge that matters when evaluating dust collector filter costs: It is all of the other factors that come into play during dust collector operation and change-out. One could take the exercise even further by analyzing savings in manpower costs and filter shipping, storage and disposal costs. Whatever factors one chooses to evaluate, a dust collection supplier can help you use this data to compare the real costs of operating baghouse and cartridge dust collectors. It will prove well worth the time it takes to prepare a cost analysis that can save time, money and energy for years to come.