
The Warman WBH centrifugal slurry pump
Slurry Pump Upgrades
Through the use of computational fluid dynamics, pump makers offer
new designs that improve wear life and reduce power consumption
By Steve Fiscor, Editor-in-Chief
Last year, Weir Minerals invested in a major research and development (R&D) initiative to upgrade its line of Warman slurry pumps. In the end, the company’s engineers were able to significantly modify impeller design. The company took a bold step that is now beginning to pay dividends for its customers. It also converted a froth pump into a unit capable of handling the heavy thickener underflows, a job usually assigned to piston-type pumps. These initiatives offer the mines a chance to get a little more life and better performance from existing pumps. The program also allowed Weir Minerals to offer a new pump that can be adjusted while running.
ITT announced a similar initiative for its line of Goulds slurry pumps. The changes it has incorporated allow plant operators to adjust and even maintain the pumps while they are running. New monitoring devices provide advanced warning when operating conditions begin to deteriorate. New safety enhancements protect miners and the surrounding equipment.
In extreme operations such as mining, safety and maintenance are serious concerns. If the pumps are not turning, the mine is not making money. Hopefully, many of these improvements will extend the time between maintenance intervals and ultimately reduce the total cost of ownership (TCO).
Weir Continues to Improve
Popular Slurry Pumps
In an effort to reduce TCO, engineers at
Weir Minerals initiated an extensive R&D
program aimed at better understanding
the wear characteristics at the inlet and
outlet of centrifugal slurry pump impellers.
The result was a totally new pump,
the Warman WBH, and a new impeller and
matching throatbush design for the
Warman AH pump.
The new WBH slurry pump minimizes wear in the front liner with an adjustable throatbush to close the clearance between it and the impeller. With just a single action, the throatbush front liner can be adjusted both rotationally and axially, and at the same time. Weir Minerals refers to the new pump as a quantum leap in front liner design and said technicians can now maintain the pump’s performance and efficiency close to that of a pump in new condition, and reduce wear from a single point of adjustment. The one-point adjustment device moves the cover plate liner closer to the impeller. This will minimize the front impeller gap, reducing recirculation.
In creating the new WBH slurry pump, Weir Minerals said it looked at every aspect of maintenance ease, operating cost and safety, and this R&D work led to a list of advancements from the front liner to the drive end. As an example, there is no need to check or readjust the drive every time an adjustment is made like with the AH pump. The shaft and casing stays aligned to extend the life of mechanical seals. A robust one-piece bearing frame maintains accurate alignment.
A new impeller and volute design minimizes turbulence so that wear becomes more predictable. A unique patented design based on a vanelet in each impeller channel and a 4-vane impeller streamlines the slurry flow through the pump. These features result in reduced power usage, maintenance and costs.
Weir has been testing the WBH at coal mining operations in Australia with some impressive results.
Coal & Allied’s Mt. Thorley operations in New South Wales installed the WBH in its southern prep plant. It reportedly took about eight to 10 hours to swap it out. A year later, the pump is receiving high marks. According to the mine, the WBH is definitely using less power than the previous pump. Impressed by the WBH pump’s performance, they have now ordered five for the site’s north prep plant.
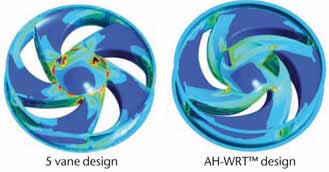
AH Upgrade
The Warman 8/6 AH is a very popular
pump and a wealth of wear data has been
collected from the field over the years.
Using a novel integrated design approach,
engineers compared this data with a CFD
simulation to find a correlation between
predicted and actual results for the standard
5-vane slurry impellers. The design
team reviewed several impellers and decided
a 4-vane option achieved the desired
results. New impeller-throatbush inlet
geometries were modeled using CFD with a
focus on reducing turbulence and optimizing
the balance between wear and performance.
This process produced a design
which would become the new Warman
Wear Reduction Technology (WRT).

“The WRT program was a massive initiative by Weir Minerals,” said John Otten, divisional product manager-slurry pumps, Weir Minerals. “The Warman AH range is the most sold slurry pump in the world by a long shot. It’s about 60 years old now. While we have improved it over the years, this is a significant step to improve hydraulic performance and wear life.”

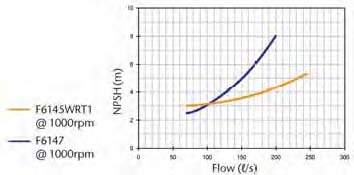
Adding unique vanelets at the outlet of the impeller passageways maintains smooth flow from the inlet, reducing turbulence, eddies and recirculation as flow exits from the impeller into the volute casing. The key aspect of maintaining uniform velocity profiles provides for extended wear life of the surrounding pump chamber. The end result is an impeller that demonstrates improved efficiency, reduced NPSH and greatly improved wear performance reducing the total cost of ownership.
The vanelets help boost the efficiency of the 4-vane design, and Weir Minerals said it has found that sealing is also improved when using the new side-sealing vanes. The AH-WRT impellers represent a step change improvement compared to the older style 5-vane impeller design. The AHWRT parts are interchangeable and retrofitable into all current AH pumps. The upgrade offers performance improvements by replacing the minimum number of parts.
“The underflow pumping system has proven to be the limiting factor that determines the maximum underflow density at which the thickener can be operated,” Otten said. “The thickener underflow density needs to be operated within a certain density range to maintain stable operation.”
The Warman AHF flow inducer pumps have a very large inlet configuration and a unique flow inducer impeller design. The large inlet minimizes the friction associated with high yield stress materials. An open 4-vane impeller minimizes friction through the passageways. An integral flow inducer scoops in the inlet to lower the pump’s NPSH, feed the slurry into the pump, increase the shear at the inlet, and lower the apparent viscosity of the slurry. This results in more stable operation on high yield stress slurries through better head and efficiency maintenance.
“We recently installed an AHF pump on a thickener underflow application in Australia [See photo, p. 63],” Otten said. “We were amazed at how well this type of design compared with positive displacement pumps. We did test work and we were pleasantly surprised with some good results.”
The AHF uses all of the common parts associated with the AH range with a few changes to the suction side. The pump relies on a special auger type impeller design. A new cover plate was designed to accommodate the larger suction arrangement that takes in a lot of the air on thicker type slurries. This is an area where mines have always had application problems, Otten explained. “A centrifugal pump does not like air, that’s one of its biggest drawbacks, the brand does not matter,” Otten said. “This is a very simple change that allows plant operators to upgrade existing pumps to handle these types of slurries. Customers are now interested in installing this design on heavy thickener applications.”

The XHD is designed to be maintained
even while running, and to require less
downtime for service procedures—with
parts that are more accessible and
adjustable than in other slurry pumps. The
pump’s short bearing housing is adaptable to existing foundation, so operators can
retrofit existing pumps. The pump’s features
include:
• An adjustable suction seal ring, which
enables adjustment even while the pump
is running, compensates for wear and
maintains optimum impeller clearance
for peak performance;
• A split stuffing box that improves
accessibility for easier and faster packing
maintenance;
• Dual impeller adjustment that provides
quick, easy access for operators to perform
impeller corrections;
• A replaceable wet end cartridge that
allows operators to change parts more
quickly and efficiently with the help of
a unique, tapered impeller shaft; and
• i-Alert condition monitor, ITT’s proprietary
technology measures vibration
and temperature, and signals users with
a blinking red LED when it detects a
potential problem.
“The mining industry has seen dramatic improvements in extracting and crushing methods, and now this new pump provides that same leap in productivity for moving slurry,” said John Manna, vice president of global marketing. “We’ve designed the XHD pump based on detailed customer input and testing. Our field results indicate the XHD pump will set new industry standards for reliable performance, quick maintenance and efficiency savings.”
The XHD pump is designed to work optimally on both Service Class III (heavy) and Class IV (very heavy) slurries as defined by the Hydraulic Institute. The pump is available in six discharge sizes ranging from 80 mm (3 in.) to 300 mm (12 in.), and in four power frames. Its flow range extends to 2,950 m3/hr (13,000 gpm), and discharge pressures to 85 m (280 feet).

“We feel the XHD delivers with all of these features and lowers the total cost of ownership,” said Buddy Morris, slurry pump product manager, ITT Goulds.
Using the CFD technology, ITT Goulds engineers designed the XHD pump for optimal hydraulic operation—resulting in higher efficiency, longer wear and lower power consumption. “The CFD models allow engineers to smooth transitions and eliminate eddies, which ultimately minimizes wear and energy consumption,” Morris said. Early XHD users have reported drops in electrical consumption of 10% to 15% over previously installed pumps.
The adjustable suction seal ring maintains proper clearance and users get longer wear life—not just for the impeller, but for the entire liquid end of the pump. “The adjustable suction prevents recirculation and directs the product back to the pump out vane,” Morris said. “It can be adjusted while in operation.”
The wet end of the XHD pump is designed as a replaceable cartridge, which allows operators to change parts more quickly and efficiently. “We have designed this to be a single cycle wet-end,” Morris said. “The components wear at the same rate to allow for predictable service cycles. This feature is ideal for extreme applications, such as heavy-duty mill circuit pumps. With scheduled shutdowns, maintenance crews do not want to be guessing at what parts will be needed. No one wants to replace a liner and then three weeks later replace the impeller.” ITT Goulds estimates 30 minutes to one hour to remove the liquid end and re–attach a refurbished liquid end.
With the quick change wet-end, technicians cam clamp the impeller in place and remove the casing, impellers and liners, all as a single component and take it to the shop and repair it. And, you can have a rebuild kit ready to go to replace the unit, Morris explained. To help the process, the pump has a unique, tapered impeller shaft thread to aid removal, and for faster replacement of the impeller, with assurance that the shaft and bearing cartridge are properly aligned when the pump is reassembled. Machined rails, unlike saddle-mounted bearing cartridges, provide positive alignment, according to Morris. “Clamping bolts protect the area completely from excessive wear and corrosion,” Morris said. “It’s also easy to re-establish the fit.
“Adjustment rods are often found under the bearing frame, which are difficult to access,” Morris said. “We have placed a set of dual adjustment rods on top. We have found that technicians can adjust with one of them if they need to.”
The new design also includes an impeller release collar. “This prevents the impeller from totally bottoming out on the shaft,” Morris said. “Removing the collar allows a few thousandths of an inch movement to release the pressure on the impeller, allowing it to spin off easily.”
As far as installation, the XHD has a compact pedestal. The base can be adapted to virtually any foundation, Morris explained. “Centers can be aligned easily for piping,” Morris said. “Replacements require minimal changes and the units easily adapt to existing plumbing. The low centerline allows a very rigid, vibration-free set-up. We have also engineered the flanges for more flexibility for existing installations.”
Pump wear also is improved through heavy-duty bearings, standard oil lubrication (a grease option is available) and Inpro Seal bearing isolators. “Impro Seal bearing isolators are usually upgrades,” Morris said. “We have placed them on the mining pumps because they effectively protect the pumps.”
The XHD pump’s open seal chamber uses a removable split stuffing box and gland for easier packing maintenance. Users can choose their packing arrangement with dedicated seal water ports, and the stuffing box is designed to accommodate most mechanical seals by removing the split stuffing box. “If miners want to convert from packing to mechanical seals, they can remove the split box and replace it with a mechanical seal without major modifications,” Morris said. “It is also set up with multiple flush ports.”
The i-Alert conditional monitoring system identifies problems early. It measures vibration and temperature. “Similar to a Check Engine indicator light on a vehicle, it’s green when operating normally,” Morris said. “When operations deviate from the baseline, it starts to blink red. You can see that light in the mill and when it’s blinking technicians know something is wrong. On one of the tests recently, the light turned red, and when they investigated, they discovered one of the pull-down bolts on the pedestal was loose. They tightened it and it turned to green.”
One of the major safety features is the multiple lift points. “Pumps are not always in a top-discharge position, so we placed lift points around the casing so you can lift it no matter the position,” Morris said. “Another great safety feature is the double-wall design, which is good to 250 psi (17 bar working pressure). If a breach occurs, the casing shell protects workers and the surrounding equipment. We have also designed in an optional pressure relief device [burst disc]. It prevents over pressurization if the pump gets sanded in. When the suction or discharge side is blocked with slurry, the steam generated as the pump heats up could cause an explosion. Once the temperature inside the pump exceeds a certain level, the device releases the pressure.”
Lowering the TCO
Stan Connect, global product director, ITT Goulds recognizes that
miners are always looking to reduce their TCO. “This is not a new
concept for ITT Goulds,” Connect said. “In fact, we have played a
leading role in promoting this concept throughout many of the
process industries we have served for the past 10 to 15 years. The
PumpSmart product is one of the technologies the company has
developed to lower TCO.” From data ITT Goulds has collected,
they know the largest cost component (about 50%) for a typical
mineral processing plant is in energy and operations, which relates
directly to the efficiency of slurry pumps.
The second largest cost, according to Connect, results from the cost of maintenance and lost production to perform unplanned maintenance. “The XHD has been optimized for single-cycle wear, which means that the parts have been engineered for even, synchronized wear by eliminating hot spots,” Connect said. “This allows the miners to benefit from extended periods of operation while also allowing them to plan for maintenance outages.”
Maintenance is, however, a fact of life. Three major areas for maintenance on slurry pumps include: replacement of wear parts and maintenance of both the shaft-sealing packing areas and the bearing support frame. “The XHD offers wide open access to the shaft sealing area,” Connect said. “When combined with the innovative 2-piece stuffing box, maintenance of shaft packing is a breeze. The wet end cartridge concept allows miners to replace the working end in the field and quickly restart the production process. It also allows them to rebuild the frames in a shop environment.”
The XHD has metal liners now and eventually ITT Goulds will offer rubber liners and various elastomers. ITT Goulds is taking orders for the XHD pump. “We have already installed a number of XHD’s at multiple sites in demanding environments,” Connect said. “We are excited about the results and we believe we have a winner in the XHD.” Shipping is expected to begin in the first quarter of 2012.
Aker Wirth Wins Major Slurry Pump Contract Rio Tinto Yarwun Alumina plant in Gladstone Yarwun/Australia. Eight pumps will be used as tube digester pumps in the so-called Bayer process, and will pump the bauxite ore at a temperature of around 100°C. The aluminum produced will be shipped all over world via the affiliated ports. Three pumps will pump red mud to the disposal site, again at a temperature of around 100°C. Red mud is a waste product generated during digestion of bauxite. Each individual pump is driven by a 1,500-kW motor and has a total weight of approx. 105,000 kg. There is a delivery period of 11-16 months for the pumps. Within the framework of their joint venture, WorleyParsons Fluor from Brisbane, Australia, is responsible for the entire project engineering, along with the construction of the facility in Saudi Arabia. Reference for this job is the Rio Tinto Yarwun Alumina plant in Gladstone Yarwun/Australia, also uses the Bayer process. At Yarwun 1, eight Aker Wirth pumps of identical type have been used for years with much success. Aker Wirth has delivered 10 further pumps of this type to Yarwun 2, and these will shortly be put into operation. |