 Attendees at The Mining Forum, held in mid-October in Johannesburg, South Africa, were offered more
Attendees at The Mining Forum, held in mid-October in Johannesburg, South Africa, were offered more
than two dozen pre-sentations on drilling and blasting technology and best practices. Inset: During the
event, sponsored by Sandvik and sup-ported by AEL and Thunderbird Pacific, a check from forum
proceeds for more than $12,000 was presented to Compass, a South African charity organization focused
on care and education of abused women and children.
The success or failure of an individual
blasthole to achieve its intended effect
doesn't carry much statistical clout in a
blast pattern comprising up to 1,500
holes, or at a mine that routinely conducts
multiple daily blasts—or across a global
industry that measures total daily blasthole
production in the five-figure range or high-er. It's only when the reasons for consistent
drilling and blasting (D&B) success or fail-ure become systemic to an operation that a
noticeable change in productivity becomes
apparent, occasionally leading to spirited
discussions within and between mine
departments about "what are we doing
wrong?" or much less frequently, "What are
we doing right?"
As described by an experienced appli-cations engineer for one of the major drill-equipment suppliers, D&B is "all about
putting the right amount of energy in the
right place at the right time at minimum
cost to achieve maximum control over the
shot rock volume and the resulting particle
size distribution in the muck pile." The
benefits of a well-designed blast—or the
repercussions of a poorly executed D&B
plan—reverberate far away from the actual
blast site, as shown in the accompanying
diagram that depicts how various elements
of D&B practice can influence downstream
operations
.
Although the physics of sinking a sim-ple hole into the ground seem straightfor-ward, the path to consistently effective
D&B strategy meanders through a thicket
of thorny issues that demand attention,
ranging from an understanding of local geo-logical conditions, proper drilling equip-ment selection and climate considerations,
to the type of explosives required or locally
available, for example. Accompanying
those considerations are other factors such
as volume of material to be excavated
according to mine plan, hole diameter,
optimum bench height, stemming material
source, fragmentation requirements, and
desired level of equipment utilization and
availability, among others.
Adding to the technical difficulty is the
quick pace of daily job duties, technologi-cal progress and product introductions
that can make it hard for mine personnel
to stay current on best practices for D&B
success. In October, Sandvik Mining &
Construction convened its first Mining
Forum, aimed at bringing participants up
to date by focusing on fundamentals as
well as recent technological developments
in surface-mine drilling and blasting oper-ations. The three-day event, which includ-ed 112 participants from 25 mineral pro-ducers and mining contractors, was held
in Johannesburg, South Africa, against the
backdrop of the African continent's vast
mineral potential—and equally immense
needs for drilling and blasting equipment,
techniques and management strategies to
effectively cope with its widely varying
mine-site conditions.
Realizing Regional Potential
Although most forum presentations
addressed specific aspects of D&B prac-tice, leadoff speaker Chris Brindley, presi-dent of Sandvik Mining & Construction
Region Africa, began by highlighting
Africa's strengths and weaknesses as they
relate to the global mining industry.
Noting that it's somewhat difficult to men-tally grasp the sheer size of the continent,
Brindley displayed a slide showing how
outline maps of the United States,
Western Europe, China, India and
Argentina could all be superimposed upon
a map of Africa—with room to spare. Its
30.3-million km2 of land area contain
mineralization currently representing about 90% of the world's known platinum
resources, 80% of its chromite, 65% of
diamonds and 40% of gold. Its 2010 esti-mated population of 1.013 billion people
account for 14.8% of world population—a
share that is expected to grow to 24% by
2050—and 60% of the current popula-tion is under the age of 24.

The positive or negative effects of a mine's drilling and blasting methods extend far beyond the blasthole
or blast pattern. (All figures courtesy of Sandvik Mining and Construction.)
However, the challenges facing African
economic development are equally expan-sive, including the threat of nationalization
of private assets, political corruption and
instability, the prospect of increased taxa-tion on mining, a shortage of skilled work-ers and difficult logistics.
"Africa is probably the wealthiest conti-nent in the world when it comes to miner-als," said Brindley. "But as you can see, it
faces a lot of challenges. Until [these chal-lenges] are resolved, it will be difficult to
get major capital funding for projects in
this part of the world."
On the other hand, he noted, "Africa is
one of the best places in the world to find
new orebodies."
Brindley said Sandvik currently has
business operations in 12 African coun-tries, employing roughly 3,250 workers;
and eight distributors throughout the
continent.
Determining Drillability
In addition to the regional macro-eco-nomic trends and political issues, Africa-based mineral producers share mine-site
operational challenges that are common
throughout the global industry. Among
these, the search for improvement in D&B
economics may not be paramount in the
list of cost-cutting concerns but is defi-nitely rising rapidly in importance.
Several of the forum's presentations dwelt
on fundamental aspects of identifying
and selecting the most appropriate
drilling equipment and methods for a
given application.
Charles Deacon, Sandvik's vice presi-dent of marketing for the Africa region,
explained that D&B activities may account
for as much as 15% of total production
costs, and are actually the most control-lable of these costs. Across an entire oper-ation, D&B can affect excavation rates,
cost of loading, secondary breakage
requirements, ore grade dilution, process-ing rates, slope stability concerns and mine
site safety.
One of the basic informational needs
for determining the best drilling approach
for the application, said Deacon, is knowl-edge of rock mass "drillability"—defined
by three factors: drilling rate (penetration),
bit wear rate (time elapsed between
regrinds), and bit life (distance drilled
before reaching end of economic bit life).
The most well-known indicator of drillabil-ity is the Drilling Rate Index, a relative
measure of penetration rates in a given
rock type. DRI is determined by two com-mon tests that measure rock toughness
and rock surface hardness. In general, the
lower the DRI, the lower the drilling rate
that can be expected, and vice versa.
Armed with knowledge of local rock
characteristics, the customer still faces a
long list of factors that must be considered
when choosing the proper drilling method.
These involve both technical and commer-cial issues, according to Deacon, and
include:
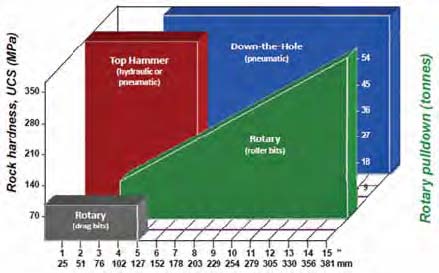
Recommended effective material and hole-diameter ranges for each major drilling method.
Technical:
• Hole diameter
• Hole depth/bench height
• Production rate
• Size of operation
• Terrain/mobility/flexibility
• Special techniques required
• Legal requirements – dust, noise, etc.
Commercial
• Rock hardness
• Hole angle
• Power availability
• Ownership
• Price
• Fleet size
• Economic life
• Technical support
• Parts supply
• Training
• Operating cost
Putting Together the Right Rotary String
For those operators considering rotary
drilling methods, Mark Baker, Sandvik's
global product line manager for rotary tools,
highlighted the physical limits of the equip-ment and the importance of using the prop-er drill string and bit setup. He emphasized
that effective control of the feed and rota-tion applied by a rotary drill rig are essen-tial to productive and cost effective opera-tion of the drill. Excessive loading by either
parameter will significantly reduce con-sumable life and increase mining costs.
In addition, careful selection of every drill
string component is vital to achieve accurate
holes, optimal fragmentation and opera-tional efficiency. A complete rotary drill
string assembly can include the following:
• Shock sub (optional) – Recommended
for use in applications with high levels of
axial and lateral vibration (>10g) such as
drilling in fractured formations. Benefits
include increased drill availability, re-duced mast maintenance and less rotary
drive head repairs, smoother on-bottom
running and improved torque control.
• Top sub – The connection between the
drill pipe and rotary motor or shock sub.
• Drill pipe – Based on the outer blasthole
diameter, a proper drill string OD should
be selected that will provide the neces-sary column support to reduce flexing, as
well as sufficient annular area for cut-tings evacuation.
• Deck bushing – Guides the drill string,
reduces risk of wobbling, prevents reduc-tion of rotary head torque and supports
drill string configuration in producing
straight holes.
• Bottom sub or stabilizer – Allows for con-nection of the bit to the pipe. Roller sta-bilizers are used for improved hole sta-bility in hard and broken formations,
where hole caving is prevalent. Blade
stabilizers are used in softer formation
where the gauging and scraping of the
hole wall improves hole quality.
• Rotary bit – Proper drill bit selection is
vital for achieving desired results. Pay
attention to factors such as ground condi-tions (rock hardness, abrasiveness, com-petency and ground water); study product
specifications and local availability; deter-mine correct cutting structure, bearing
configuration (sealed or air-cooled) and
air-nozzle sizing for site conditions.
Baker cited several case studies in
which changeover to a properly configured
drill string produced significant results,
including:
• A copper-gold mine at which average drill
pipe life without a shock sub was
25,000–30,000 m with eventual break-downs usually due to thread failure from
vibration. With shock subs in place, drill
pipe life increased to 42,000 m, with
end failure resulting from eventual sur-face erosion.
• In another application, drill pipe conver-sion from 40/20 ft to 33 ft (x2) resulted
in less handling, improved ease of rota-tion and longer service life. Savings
amounted to S270,000 per year, primarily from improved efficiency.
Turning Money into Air—and Vice Versa
Compressed air requirements differ among
drilling methods. Rotary drilling requires
low-pressure, high-volume air fed through
the center of the drill pipe to the bit for hole
cleaning (cuttings removal) and bearing
cooling. Similarly, top hammer drill-rig com-pressor capacity is calculated according to
hole-cleaning requirements, but with DTH
drilling the rating of the hammer defines the
required compressor capacity. Whether a
customer chooses rotary or percussion
drilling, it's important for them to under-stand and know how to determine the right
compressed-air volume and pressure for the
selected drilling application, explained Karl
Ingmarsson, vice president of marketing for
Sandvik Mining & Construction. At a mini-mum, the user should be familiar with the
following concepts:
• The purposes of compressed air in drilling.
• How to make a quick and simple calcu-lation of correct up-hole velocity.
• Why sufficient volume is required for a
DTH hammer to perform well.
• How to match rod or tube size to topham-mer bit sizes.
• How to estimate cutting settling velocity
and target exit velocity.
• Why air nozzle selection is important for
rotary tools.
• How to interpret in-cab pressure readings.
• How to compensate for high altitude.
Stating that "air is money,"
Ingmarsson provided examples of how
much fuel a typical, small DTH drill rig
would burn in its lifetime (at 70 l/hr and
average load factor of 74%, roughly 2.8
million l or 743,000 gal), or a large rotary
blasthole drill (at 140 l/hr with same load
factor, about 5.6 million l or 1.48 million
gal)—of which about 2.3 million l and
4.5 million l, respectively, would be con-sumed to run the rig's compressor alone.
And with so much fuel being burned to
provide compressed air, is that air being
used economically?
Not usually, explained Ingmarsson. In
recent years, as diesel engine OEMs built
better monitoring systems into their prod-ucts, a rig's nondrilling fuel-burn rate has
become much more noticeable.
Traditional rigs, when in drilling mode,
provide maximum air volume regardless
of actual drilling conditions; when not
drilling, they maintain maximum pres-sure, thus loading the engine for no par-ticular benefit.
After an extended effort to find ways
to alleviate this problem, Sandvik recent-ly introduced its Compressor Manage-ment System (CMS), designed to reduce
fuel consumption, extend engine life and
reduce associated drilling costs by elec-tronically managing compressor operation
to provide the necessary amount of air
required at all times, ensuring the com-pressor runs at full volume only when
needed (See E&MJ, May 2011, "New
System Manages Main Compressor on
Rotary Drills," pp.30-34). It also provides
continuous feedback to the operator on
downhole conditions and indicates how
CMS is responding to current drill
demands.
According to Ingmarsson, CMS is cur-rently available as a retrofit for Sandvik's
rotary drill rig models, and will be avail-able for DTH rigs in 2012.
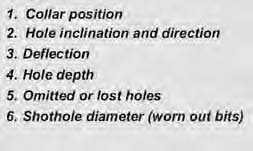
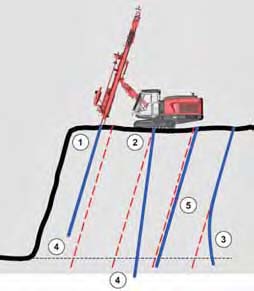
Common sources of drilling error.
Playing it Straight
No matter what drilling method is select-ed, overall D&B performance will suffer
unless holes are drilled straight and
according to plan, from collar to bottom.
When an operation "drills holes that look
like spaghetti," according to Arne
Lislerud, surface applications manager for
Sandvik, it can expect:
• Floor humps, hindering efficient loading
due to uneven pit floors;
• Unstable pit walls and difficult first-row
drilling;
• Safety concerns from flyrock;
• Stemming material blowouts that gener-ate safety, excessive dust and "bad toe"
concerns;
• Poor blast direction, affecting quality of
floors and walls;
• Shothole deflagration and/or misfires
that produce safety hazards and poor
muckpile diggability.
The keys to achieving consistent
straight hole drilling, said Lislerud, are
simple: Be aware of the numerous issues
that lead to drillhole deviation; operate
with a technically sound drill rig, drill
string and instrumentation; and motivate
drillers to strive for best results. Good
practice dictates only 2%-3% maximum
drillhole deviation in regular production
drilling operations.
For collar position error control,
Lislerud recommends:
• Using tape, optical squares or alignment
lasers for measuring-in collar positions; or
• Using GPS or total stations to measure
collar positions;
• Marking collar positions using painted
lines, not movable objects such as
rocks, etc.;
• Protecting completed drillholes with
shothole plugs to prevent holes from cav-ing in (and filling up);
• Using GPS guided collar positioning
devices, such as Sandvik's TIM3D drill
rig navigation system.
Similarly, to control drill-hole deflection:
• Select bits less influenced by rock-mass
discontinuities;
• Reduce drill string deflection by using
guide tubes, etc.;
• Reduce drill string bending by using less
feed force;
• Reduce feed foot slippage since this will
cause a misalignment of the feed and
lead to excessive drill string bending;
• Avoid gravitational effects that lead to
drill string sag when drilling inclined
shotholes (>15°);
• Avoid excessive bench heights.
Choosing the proper bit face design
can enhance drill-hole straightness, he
also noted. When a percussion bit first
starts to penetrate through a rock-joint
surface at the hole bottom, for example,
the gauge buttons tend to skid off this sur-face and thus deflect the bit. More aggres-sively shaped gauge inserts (ballistic /
chisel inserts) and bit face gauge profiles
(drop center) reduce this skidding effect
by enabling the gauge buttons to "cut"
through the joint surface quickly, thus
resulting in less overall bit deflection.
The right bit-skirt design also helps: As
the bit cuts through a joint surface, an
uneven bit face loading condition arises;
resulting in bit and drill string axial rotation
that is proportional to bit impact force
imbalance. A rear bit skirt support (retrac
type bits) reduces bit and string axial rota-tion by "centralizing" the bit.
Other deviation countermeasures
include using a longer bit body, adding
a pilot tube behind the bit, using lower
impact energy, or employing a drilling
control system that can rapidly react
to varying torque, feed and percussion
or pulldown demands based on hole
conditions.