In today's increasingly complex and
demanding maintenance world, where
equipment is becoming more technically
complex, operational targets are higher
than ever and skilled resources are
becoming a scarce commodity, equipment
reliability has become essential for
the success of an operation.
Although not a new discipline, the role
of reliability engineering as a core principle
is often overlooked in equipment
availability. This article will explore some
of the topics relating to what constitutes
a reliability strategy, how to adopt it and
the associated cost benefits.
The Evolution of Maintenance
In his book Reliability-Centered Maintenance,
John Moubray1 refers to the
three generations of maintenance practices
to date. These are:
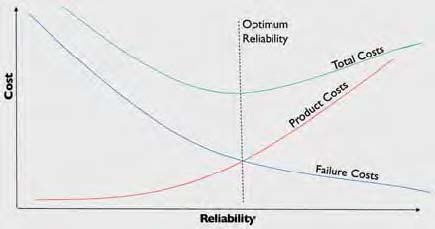 Figure 1—Determining optimum equipment reliability requires identification of the "sweet spot" at which
Figure 1—Determining optimum equipment reliability requires identification of the "sweet spot" at which
engineering reliability technology and overall acquisition costs are in balance with an owner's realistic
production demands, service life expectations and site-specific maintenance strategies.
First Generation—The first generation is
the period up to WWII. Industry was
mostly unmechanized, therefore equipment
failure was not a concern and downtime
did not matter much. Equipment
was simple and generally overdesigned.
As a result, basic maintenance
requirements involved simple cleaning,
service and lubrication routines.
Second Generation—During and after
WWII, things changed dramatically; there
was a huge increase in the demand for
goods, and at the same time a decrease
in available resources. The level of mechanization
rose steadily and equipment
became more complex. By the mid-
1960s, there was a clear focus on reducing
downtime and the concept of preventative
maintenance came into being. This
consisted mainly of overhauls conducted
at fixed intervals. Maintenance costs
started to rise steeply relative to operating
costs. This, in turn, led to growth in
planning and control systems.
Third Generation—By the mid-1970s,
the rate of change had accelerated, as
had expectations placed on industry.
These included higher safety standards,
understanding and controlling environmental
impact, inventory management,
reduction in overall expenditures, higher
levels of automation, etc. At the same
time, the cost of maintenance was still
rising, in absolute terms and as a portion
of total expenditure. It is easy to see how
equipment availability and reliability
became a key focus.
In the mining world, a similar change
or evolution has taken place. We have
seen extensive changes and advances in
mining practice, as well as a trend toward
increased mechanization and higher production
targets. With many of the new
technologies and mining methods being
applied, it has become essential to
remove the human factor from dangerous
and potentially hazardous environments
or situations. With the growth in complex
equipment such as autonomous or teleremote
mining operations, the demands on
the maintenance practitioner also have
grown. Maintenance has become a essential
part of operations.
It is quite clear our maintenance
world is still changing, and like natural
evolution it will continue to change and
we will need to adapt our maintenance
practices and principles accordingly.
Reliability vs. Maintainability
For many years the focus in maintenance,
and one of the most reviewed Key
Performance Indicators (KPI) has been
equipment availability, or at least the target
availability. This is especially true in
the mining industry, where mining cycles
and lost blasts have a compound affect
on the production of the mine.
Availability, in its simplest form, is measured
as: A = Uptime/(Uptime + Downtime).
There are traditionally two approaches
to the calculation of equipment availability;
the first being Engineering Availability,
which calculates availability
based on downtime related only to engineering
failures. The second measure is
commonly referred to as Operational
Availability, based on all failures that
cause downtime, including those that
might be deemed operations-related.
Reliability by design is the starting
point in the reliability potential of a piece
of equipment. It is the role of the OEM
(Original Equipment Manufacturer) to
understand how the design of the unit, in
terms of reliability, will perform in certain
standard conditions, and how this will
affect the installed components, subsystems,
systems and ultimately overall unit
reliability. The design should always be
based on the standard operating context
as a benchmark, and an overall equipment
reliability target.
These will naturally not be the only
criteria, as safety, environmental impact, ease of maintainability and specific operational
functionality will play an important
role in the overall design.
Equipment Specification and Selection
The correct specification and selection of
the required equipment is a critical
phase in the on-site reliability of a piece
of equipment. It is essential the correct
equipment is selected for the required
application. The engineering and purchasing
departments of the mining house
must actively pursue reliability as part of
the acquisition process.
Key factors to be considered are life
cycle costs, maintainability, parts availability
and employee skills. The initial
purchase cost should not be the sole
issue; the selected unit should be chosen
on the basis that it is correct for the
application and that it will be able to
deliver the required output within its
design capability, without overburdening
or abusing the equipment by performing
functions it was not designed for.
Reliability of Replacement Components—
OEM-recommended spares
should always be the first choice, as
these have been selected and designed
to support the overall designed reliability.
All too often, component price is the only
factor considered in the component purchasing
process, ignoring reliability or
overall life cycle cost of the unit.
Purchasing must assume an active role in
equipment reliability; without this support
and involvement, acceptable levels
of reliability will not be achieved.
Operating Practices and Procedures—
Without proper operating procedures,
equipment damage and subsequent downtime
will always be a major cause of poor
reliability. It is essential the operations
team take ownership of the unit and this
includes the reliability of the equipment.
Maintainer and Operator Skills—
Maintainers and operators must be given
adequate knowledge, skills and established
procedures to perform their
assigned tasks. Training is very important;
without it, acceptable skill levels
will not be achieved.
Standard Procedures—All too often it
is the procedures that are not comprehensive
enough, and do not provide sufficient
data to correctly and effectively
operate or maintain a unit. This will lead
to sub-standard execution of their tasks,
which is often seen as employee shortcomings,
when in reality they are not.
Maintenance Strategies
It is important that maintenance strategies
are applied to suit the local conditions
and operating context of the equipment.
Maintenance workers must shift
their focus from reacting quickly to
breakdowns, to preventing the failure in
the first place.
Maintenance planning and scheduling
are an essential part of any maintenance
program. Planners need to ensure that all
planned preventative and predictive
tasks are scheduled and that the correct
resources are assigned and available for
the tasks. A good planning system is
mandatory to achieve an acceptable level
of reliability.
Defining Optimal Reliability
There are many views as to what should
constitute optimum reliability for a piece
of equipment. However, it can be objectively identified, and the following factors
should be considered in the assessment:
• Safety
• Total cost of ownership
• Life Cycle Cost
• Environmental considerations
As shown in Figure 1, it is widely
accepted that as one increases the
inherent reliability of a product, there
will be an associated increase in acquisition
costs related to the technology or
redundancy that must be built into the
unit to achieve higher reliability. A good
example of this is the high cost associated
with aircraft acquisition and maintenance—
it is essential the inherent reliability
of an aircraft is as close to 100%
as possible because people's lives depend
on it.
Naturally, as reliability increases,
operational costs decrease. There is,
however, a point at which higher acquisition
costs to improve reliability are no
longer cost-effective. This point is generally
defined as "optimal reliability" from
a cost point of view.
From a design point of view, optimal
reliability is achieved when the unit is
able to perform at the desired level of
output without engineering failures
(breakdowns) occurring between the
maintenance intervals. The component
and part lives also must support the predicted
life cycle costs.
From an owner or maintainer's point
of view, optimal reliability means achieving
the above, while taking local operating
conditions and context into account.
That is, once any required adjustments
are made to either the operation cycle
or maintenance strategy, the equipment
is able to achieve the desired level of
reliability. This may involve changing
the service interval, or ensuring that
more inspections are done, or that production
targets are adjusted to reflect
what is realistically achievable within
the local operating context. The above
may affect the overall Life Cycle Cost,
but when this ensures that the required
reliability is achieved then one would
consider that a level of optimal reliability
has been achieved.
Considering that evolution, by definition,
is a continuous process, and that
maintenance has evolved so much since
its first appearances prior to WWII, it is
clear it will continue changing as the
demands from industry change. Safety,
environmental, cost and reliability considerations
will be core to these new
industry demands for many years
to come.
How we react to these changes will
determine how successful we are in our
operations. The solution to successful
maintenance development and sustainable
equipment reliability is clear; it
requires a holistic approach in which
each role player in the organization
accepts responsibility in supporting the
reliability of the equipment. If you
improve the reliability of your equipment,
production quality, increased capacity
and profitability will follow.
References
1. Moubray, John, Reliability-Centered Maintenance, Second Edition, Industrial Press, 1997.
Christo Roux is maintenance director for
Sandvik Mining and Constructions
underground mining business segment.