
Using paste technology, mining companies can better manage water, reduce risk associated with dam
failure and improve dust control.
Paste Thickening: Considerations for Backfill vs. Tailings Management
Finer grinds improve liberation rates but increase the costs associated with tailings disposal
By Frank Palkovits, P. Eng.
The coarse sand fractions of tailings have often been used in conventional tailings embankments, and also used in hydraulic backfill. In both cases the slimes are removed to provide a highly permeable product for strength required. The fines in this arrangement are typically stored in a central pond on top of the tailings impoundment. The need for the sand fraction creates an internal competition for dam raising materials and for backfill.
Increased grind to improve recovery reduces the availability of the sand fraction. One option is to consider paste disposal for surface stacking and backfill. As the mining industry is typically conservative in adapting new technology, operators unfamiliar with paste are concerned regarding the applicability of dewatering technology for their operations/project, including technical and operational risk associated with newer technology and the implications for cost and effectiveness. Specifically the application of mechanical devices (dewatering, bulk-handling, transport, placement) and how to achieve the required characteristics for surface deposition, underground backfill or both (geotechnical, geochemical, environmental).
One of the common misconceptions about paste thickening is "it won't work at our facility." Experience within laboratory testing facilities and applications has shown that well over 95% of tailings materials tested can produce a reasonable quality paste, hence one of the first steps is to verify that the technology is applicable for the tailing stream or streams. An understanding of the extraction process is critical in evaluating how to receive the tailings stream(s) within a dewatering plant, but also understanding the relative balance and the characteristics of the streams independently and when combined. For surface disposal applications, sulphide flotation concentrate tailings may be treated separately from non-sulphide tailings, depending on the significance and species of sulphides, the potential for metal leaching or acid generation, and synergies that may be exploited with the non-sulphide tailings (buffer capacity). For underground backfill, it is critical to understand the impact of sulphides (none to extreme) which can negatively affect strength when mixed with general use cement; however higher strengths may result when ground iron blast furnace slag or fly ash is used as a supplement with cement.
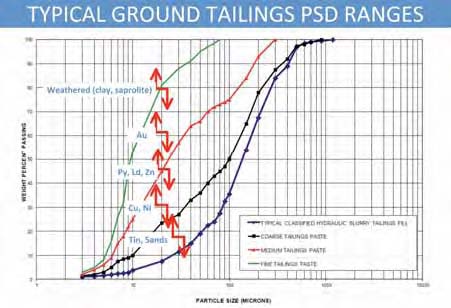
Figure 1The particle size distribution (PSD) for ground tailings varies depending on mineralogy.
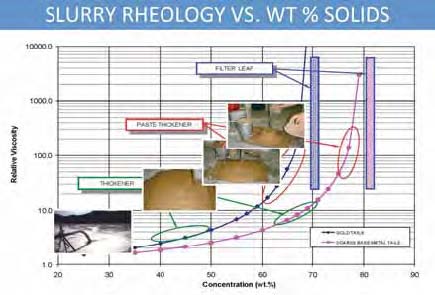
Figure 2—Even though the percent solids by weight remains the same, the rheology behaves differently.
Each dewatering approach (including thickened tailings, paste or filter cake systems) will have significant differences in capital and operating costs, technical and operating risks and environmental benefits. These systems can be evaluated as a holistic, high-level study aligned with corporate objectives in mind, and compared with the base case conventional TSF. In many cases, such an evaluation will demonstrate that even a simple dewatering approach will be more cost-effective, but will be more robust in terms of regulatory compliance, lower risk, and improved closure and site remediation.
The hesitation to implement these systems is often due to unfamiliarity and unknowns. The view that paste technology is a bit of a black box is warranted in that the evaluation requires an integrated knowledge and experience of technical and operational nature with respect to mineral processing, mining, geotechnical and environmental engineering. It requires a teambased approach. Yet with current demands and demographics, it may be difficult to obtain that expertise in-house.
Each tailings or residue is different and each project has its own unique set of key drivers and challenges, hence the solution must be tailored to the operation. The development of the testing program must begin with a thorough appreciation of what TSF disposal and/or mine backfill options are to be considered, and which dewatering technologies may apply. More often than not, reducing the upfront testing campaign leads to gaps in the design and a return to additional testing. Essentially the testing should prove up a number of notions, from which the details in the study will flush out the best available (and applicable) technology (BAT).
In the mining business, paste is generally defined as a non-settling mixture of solids and water that exhibits minimal water bleed when sitting idle. It possesses a yield stress or slump, simply measured by a slump cone and quickly monitored by operators. Slump as used in concrete may have a slump of 2- to 3-in. For backfill applications, 7-in. slump would be common for deep mining applications, where the mine is trying to control the cost by controlling the water-cement ratio yet obtain suitable strength to enhance mining and recovery. Backfill rheology is the primary tool in controlling costs, pipeline flow and wear, and obtaining strength. A mixture above a 10-in. slump (the limits for measuring slump) increasingly becomes a more fluid, non-segregating slurry. The transition from 7- to 10-in. slump, may be less than 1 wt% solids, though may range up to 3% solids by weight, requiring batching or continuous flowsheet evaluation. The difference between a 10-in. slump and non-thickened tailings can be 7% to 10% solids by weight. To pinpoint a percent solids in a process like this vs. a measurable slump can be difficult. This is an important factor mostly for backfill, but also for surface disposal. The grind and final PSD is a key factor in how the tailings can be dewatered and the geotechnical strengths either cemented or uncemented. (Paste backfill must always be cemented to minimize potential for liquefaction.)
Paste has little to no critical flow velocity since the coarse sand fractions are supported within a carrier fluid that contains fines. The hindered settling and the colloidal forces essentially maintain a tight homoegneuous mixture. In many cases, uncemented paste material can be stopped in a pipeline and days later reactivated, though variations can be significant, controlled by mineralogy and chemical composition. In general, pipeline transport is designed for approximately 1 m/s, providing lower friction losses and power consumption.
Paste can be made from just about any material, but the properties of tailings vary greatly and influence the application. Ground hard rock will differ significantly from process oxidation residues, clays or precipitates. Combinations can be considered where synergies apply. Typically tailings having a minimum PSD 15% passing 20 microns will exhibit paste properties.
PSD for recovery is based on specific ore types and complexity of mineralization (See Figure 1). Curves are shown for various processes, from base metal to gold. A typical hydraulic slurry from a base metals mining operation is generated from cyclone underflow (same fraction used in underground sandfill or raising tailings dams).
A paste system incorporates the full plant stream making use of the full PSD to impart various characteristics to the backfill and surface disposal. When a system is optimized for backfill, using the tailings produced by the mine is generally the most environmentally suitable means of disposal, but not necessarily the most cost effective method of providing ground support. Exceptionally fine grinds often don't exhibit suitable strength, owing to PSD and possibly weathered products such as upper horizons of tropical mines. Options to manfacture a backfill are available that provide improved cost-effectiveness when considering mine productivity, dilution from backfill and recovery. As an example, a deep base metal mine in Ontario was encountering high ground stress, requiring very fast setting, strong backfill. A blend of local resources (sand/aggregate) with tailings was determined to be far and away the most cost-effective system.
Rheology is important (See Figure 2). Base metal tailings with coarser PSD will exhibit different slump (or viscosity) at the same solids concentration. The common denominators are PSD and mineralogy. Each project is different, so it's important to understand how tailings will behave in a dam or a backfill application.
Understanding Paste
Slurry can be thought of as a continuum, a
dilute mixture that can be dewatered to any
degree at any point just like any other
process in a concentrate handling system.
Simple thickening can produce a segregating
albeit thickened slurry that will beach as
readily as a dilute slurry. Thickening to the
point of hindered settling provides a stepchange
in how the materials behave in the
pipeline and upon deposition. This provides
a non-segregated thickened slurry that if left
on its own will provide all of the benefits of
paste, if time permits. Mechanical dewatering
at higher cost may be needed, which
can include wet filter cake (vacuum system)
or dry filter cake from pressure filtration.
The capital and operating costs progress
significantly with each.
Which system approach to select is critical, since cost saving and operational effectiveness are not always apparent. Requirements in the Atacama desert will be significantly different than in central Europe or in the highlands of Papua New Guinea. In arid, mountainous regions, such as those found in the Atacama or the Sierra Nevada, water is a valuable resource, and the steep terrain and seismicity can be a concern. Filter cake disposal might be the best option.
All users of water will see further competition for drinking water, agriculture or recreation, versus the need for industrialization. Ensuring future generations of a sustainable water supply is increasingly on the minds of regulators and NGOs, and those in the mining industry with forwardlooking approaches.
Recovery of water by the concepts discussed above is now being recognized and in some cases demanded by regulators. Studies and implementation of projects are being delayed at best or blocked if these best available technologies are not included in the investigation.
In addition, many long running operations continue to believe that it is necessary to pump large volumes of water around (to and from the TSF, treatment systems, etc.) for fear of "sanding" up the pipeline, and for the implementation cost and potential production delays associated with a major change. However when considering the immense use of power just to circulate water, with forecast increases in power costs, the opportunities may be too significant to continue to put that on the back shelf.
Tailings Management
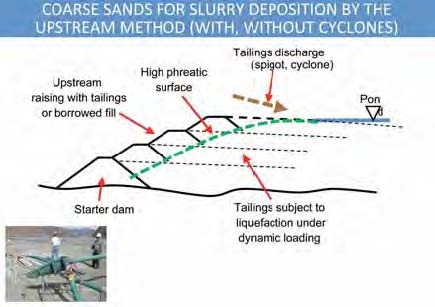
The type and design of a TSF includes the
PSD. If sufficient coarse tailings are available
and provide geotechnical and geochemical
stable product, then conventional
spigoted or cylconed dams may be considered.
A simple cross section (See Figure
3) shows the evolution of the process from
starter dam through a series of upstream
raises for spigoted dam construction.
Depending on the size of the embankments,
topography, seismicity, a conventional
approach may be warranted.
However higher risk of failure is applied by
the industry where water ponds are elevated.
One of the biggest risks is overtopping
the impoundment.
Stacked TSF using dewatering technologies can be applied to all tailings, and eliminates the ponds and hence reduce the risks. For paste to flow, the forces must overcome the yield strength. In a well managed thin-layer desiccated stack, the potential to flow is almost negligible.
The tailings disposal facility at Barrick's Bulyanhulu mine, Tanzania, is a great example (See photo, p. 34). This demonstrates a dry stack disposal with separately managed solids and water. Stacking reduces the dam construction costs, footprint, water management and dust control. The system imparts improved geotechnical and geochemical stability of the tailings.
At Cerro Lindo in Peru, water from the Pacific Ocean is desalinated and pumped 80 km to the operation. Needless to say, water is valuable resource in this region. Cerro Lindo's tailing disposal facility is a stacked and compacted filter cake application due to high sulphides in the tailings, exceptionally dry region and with high seismicity. Rainfall occurs during El Niño, with monsoon-type events and high erosion. The resulting application perched the tailings high up to avoid gathering flows from El Niño and minimize the potential erosion. Tailings are compacted to obtain geotechnical strength, limit air and water infiltration, and provide a working surface.
Tailings for Mine Backfill
To be considered for mine backfill, tailings
must exhibit certain characteristics. There are specific tests that need to be completed
to determine whether tailings can be
used for the backfill at all. Various binders
improve the performance of backfill.
Could the mine use fly-ash, blast furnace
slag or regular cement? All of those have
cementitious properties and different
cost/environmental implications. An evaluation
of backfill resources, cement and
other binders is necessary to establish an
optimized product and sustainable
methodology. If the tailings are poor quality,
the mine could enhance them with
locally available materials. Making a lowstrength
concrete might be ideal if there
are other regional resources for sand and
gravel. However, supplementing with other
materials means more tailings would be
placed on the surface.
A key role of backfill is to enhance the mine by allowing increased ore recovery, stabilize the ground, reduce cycle time, and generally not negatively affect the underground performance. Cemented sandfill, in contrast to cemented paste, requires extensive stope preparation, contains excessive water that requires draining, pour interruptions and impact on roadways, sumps and safety. The most important objective is getting the resource out quickly and effectively. With a poor backfill, 10% or more could end up in the ore. If the mine is shaft or mill challenged, it would not want to haul and mill another 10% more material per day. The best backfill plant would payback in a year, looking at dilution recovery requirements. Health and safety is also a concern when miners are depending on backfill for support day in, day out.
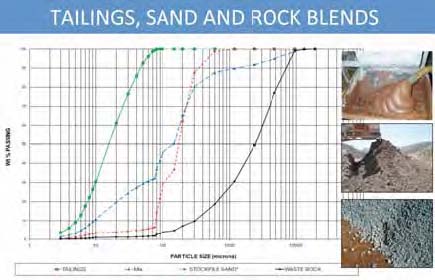
Paste permits a step toward rebuilding the rock fabric, filling in voids with smaller fractions. This reduces the voids, and the amount of water and cement required to obtain strength. Higher placement density ensures with greater tailings contained within a given volume. (See Figure 4). For tailings with a fine PSD, the porosity is 45% voids with 70% solids by weight, depending on the specific gravity. For medium and coarse PSDs, the range could be up to 80% solids with 38% voids. So the change is really a function of how much water is removed from the product. Take the same tailings and add aggregate: the mixture increases to 85% solids by weight with only 25% voids, further reducing the water-cement ratio. Backfill, like concrete, relies on aggregate for its strength. Even though the mine may not need the strength of concrete, there may be an inherent cost benefit.
Similarly, by increasing the solids concentration, strength can be increased from 25 psi to more than 100 psi (a four-fold increase) by just modifying the amount of water in the mix. Even at 75% to 80% solids by weight, there is a significant jump from 50 psi to 100 psi. Most pastes for backfill would have to be controlled between 1% to 2% solids by weight from a 7- to 10-in. slump. To put that into a flow perspective, a 7-in. slump has three to four times the friction losses of a 10-in. slump. That is significant in terms of pumping energy. Modifying from a high slump to low slump at 5%, strengths can improve from 50 psi to 75 psi, a 50% increase. By adding rock to create a 50:50 blend the strength could be increased to 140 psi to 150 psi, just by managing the PSD in the mix.
The friction losses associated with pumping slurry can also be expensive. The friction loss from pumping slurry might be 0.05 psi/ft to 1 psi/ft vs. 0.5 psi/ft for paste, a fairly significant increase.
Recovery vs. Grind
Any discussion on tailings management
needs to consider recovery because the
grind factors heavily on how the tailings
are processed, transported and stored. The
key objective in mineral processing is to
maximize the recovery within a reasonable
cost structure. Grind is required for physical
liberation. Increasing the grind
requires higher initial investment in grinding
mills, pumps, cyclones, etc. It also
means higher operating costs for power,
consumables (media, reagents, etc.). The
grind to obtain a given recovery may impart
additional costs for tailings disposal and
mine backfill.
With thickened paste and filtered tailings, a finer grind can affect the payback of tailings disposal by: increasing capex costs (e.g., lower settling rates and greater retention times requires a larger thickener) and increasing operating costs (e.g., higher flocculant, power and filter cloth consumption.
Obtaining geotechnical stability with a finer grind is generally more difficult, especially with weathered materials such as clays. As a grind tends to generate a finer distribution, less coarse sands are available for dam construction.
Separation of fines from the coarse tailings requires slimes management generally within water ponds. As the water does not readily bleed from finer grinds and water recovery is reduced, higher in-situ water can be a problem for areas where water is a concern. It's also more difficult to obtain yield stress to increase slope disposal. This impacts on storage capacity, footprint and containment costs. Slimes management also becomes an issue and there are some implications related to closure.
In addition to previous mentioned concerns, for paste backfill applications, a finer grind increases binder costs to obtain strength. This could represent as much as 50% to 80% of backfill costs.
A gold mining operation in Ontario has fines that are 70% passing 20 microns and that is too fine to make a good backfill. The plant thickens and dewaters the full plant stream and 20% of that stream is mixed with 80% from local sand and gravel operations for backfill. That tailings facility has to handle much more disposal than backfill. In tailings management, engineers have to evaluate the overall mass balance of materials.
Competition for sands fraction for sandfill and embankment construction must be balanced to not impair the productivity of the mine while providing safe containment of the tailings. To achieve this, sandfill systems must typically construct large sand storage systems to offset lower throughput rates and capture tailings when not backfilling or constructing dams. Sand and aggregates can cost as much as $7/ton when tailings are free.
Implications on costs can be exhaustive. In general, finer PSD requires an increase in dewatering costs, containment systems, cement in backfill, slimes management and a decrease in water recovery.
To support a finer grind and improved metal recovery, larger thickeners, higher flocculant consumption and possibly filter operations must be installed and operated.
An increase in capital may be needed on the order of 10% to 30% depending on the grind-recovery curves and the impact on the tailings.
A thickener represents a 10% to 20% increase in capex. Increasing the filter area increases capex by 10%-40%. Power costs can be as high as $0.20/mt. For flocculants, capex could increase by 5%-15% and operating costs increase $0.02- $0.05/mt. Binder costs as mentioned earlier are high at $0.50/mt. For the containment facility for sand, water balance capacity, $0.10-$0.50/mt. For closure, costs could increase as much as $0.10- $0.50/mt. Total cost increases for a finer grind could range from $0.90-$1.75/mt.
Ultimately, optimization of any project requires immense undertaking, and yet many operations can be profitable at less than optimized states. Shareholder value can be enhanced through Net Present Value assessment that includes a cradleto- grave approach, recovery and grind with the net impacts on tailings management, mine operations, risk and closure.
Palkovits is president of Mine Paste Engineering. (T: 705-523-1040; E-mail: Frank.Palkovits@minepaste.com). This article was adapted from a presentation he made at E&MJ’s Mineral Processing Conference, which was held during October in Lake Tahoe, Nevada, USA.
|
Flocculants Improve Tailings Disposal System The mining industry faces many chal-lenges and issues relating to water recov-ery. BASF has developed new innovative technology and advanced products, such as Rheomax DR (Density & Rheology) flocculants, to maximize mineral recov-ery by improving the rate and degree to which solid-liquid separation takes place in thickening applications. The floccu-lants produce a modified flocculated par-ticle structure which improves compres-sion and dewatering characteristics to give substantially higher underflow den-sities without compromising yield stress, according to BASF. Thickeners generate high density underflows with high yield stress, which are often pumped long distances to a final dis-posal area. The tailings are then deposited, decanted and eventually rehabilitated. The Rheomax ETD technology is a chemical method of changing and controlling the structural and drainage properties of tail-ings. This treatment has been found to be effective in improving tailings properties from a wide cross section of minerals, including coal, alumina, industrial miner-als, and precious and base metals. Recently, UK Coal’s Welbeck Colliery was facing early closure due to restrictions in available tailings disposal capacity. After extensive test work and field trials, the mine began using the Rheomax ETD tech-nology to improve process efficiencies. The Welbeck tailings are pumped to a lagoon via an elevated embankment, injecting Rheomax 9010 into the tailings flow. The effective and rapid consolida-tion of the solids forms a beach. The instantaneously released, reusable process water is then immediately avail-able to be returned to the coal prepara-tion plant, via a pump mounted on a floating pontoon. A cell embankment dis-charge point was determined, wherein deposition of the treated slurry was self-regulating, following a ‘path of least resistance.’ Once established, the only subsequent discharge modification required was to sustain a height differen-tial between the discharge point and the deposit, to maintain maximum product effectiveness/efficiency. Within the six weeks of final deposi-tion overcapping could commence. Within the deposit an openmatrix struc-ture forms. This binds the solids and immobilizes the deposit while creating a porousstructure to effectively support water release. This allows the stack to become geologically stable in a relatively short period of time. There is greatly reduced subsequent pressure movement, or heave, within the deposit when over capping, which in turn reduces the amount of overburden required. UK Coal confirmed BASF Mining Chemicals offered a solution that helped sustain the future of the Welbeck site. In fact, the mine life has been extended by another two years. |