
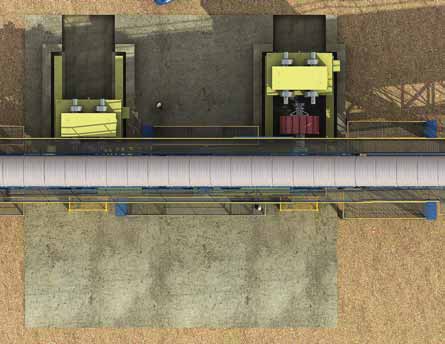
A computer-generated drawing shows the gearless conveyor drive planned for Xstrata Copper's Antapaccay mine
Xstrata Invests in Gearless Conveyor Drives
A better understanding of drive and converter technology allows for long conveyor systems to advance to the next level with better availability
By Steve Fiscor, Editor-in-Chief
Grades are decreasing and mining engineers are looking at efficient methods to move more ore. Long conveyor systems are very competitive cost-wise for permanent installations. The longest conveyors require an electrical infrastructure to provide more power. Until recently, long conveyors have been limited by the tension rating for belting and the gear reducers used in traditional drive arrangements. In some cases, applications exceed the technical limit of conventional gear reducers.
For many years, Siemens and ThyssenKrupp have partnered to help build some of the most impressive conveyor systems in the mining industry. One of the greatest success stories is the Los Pelambres project in Chile, which remains the highest tension conveyor in the world. Recently the two companies announced they had won a contract to install a long conveyor system at Xstrata Copper's new Antapaccay mine high in the Peruvian Andes. The gearless technology they are going to use to drive the conveyor is attracting a lot of attention.
Gearless drive technology is nothing new to the mining business. Mining companies have been installing gearless drives for mine hoist and mill applications for many years. While the technology is similar, the circumstances differ. Similar to mills, conveyors require a lot of torque during startup, especially in uphill applications. The power needs, however, are not nearly as great. The support structure, such as the pedestal for the drive, and the assembly process require precise engineering—something more easily achieved in a plant setting with overhead cranes than outdoors in a high mountain desert.
The potential savings over a traditional drive installation can be substantial. Gearless drives for conveyors present an interesting alternative for power requirements above 3 Megawatts (MW). The benefits include high availability and robustness, and reductions in operating costs, maintenance costs and noise.
Evolution of the Gearless DriveMost modern conveyor drive systems use converter (VFD) technology. In this application, a converter provides power from a transformer to an asynchronous motor coupled to a gear reducer. These drives are popular because they provide variable speed control, which allows load sharing and S curve starting ramps.
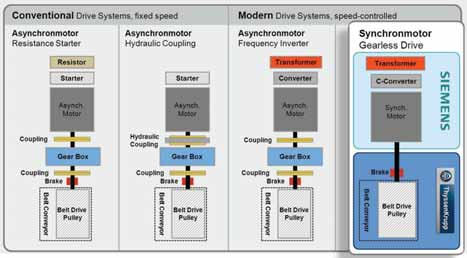
The gearless drive uses a similar arrangement with a converter providing power from a transformer to a synchronous motor. The high speed asynchronous motor is replaced by a slow speed synchronous motor. The rotor of the synchronous motor is flanged directly to the shaft of the drive pulley, eliminating the gearboxes and couplings and associated lubricaton and cooling systems. For downhill (regenerative) applications, the system would employ a voltage source inverter.
The upper limits for some of the largest conventional gear reducers are in the 2,000- to 2,500-kW range. "Looking ahead five to 10 years, some mines are currently considering applications with conveyors that will require drive power exceeding 20,000 kW per conveyor," said Peter Sehl, general manager of sales and service, Thyssen- Krupp Robins. "That would require eight drives equipped with 2,500-kW arrangements and auxiliary aggregates. That is a lot of mechanical components, which could fail and reduce the system's availability."
To justify the expense of a gearless drive, the conveyor needs to be long with a lot of lift resulting in a high horsepower requirement. The firms that design conveyor installations are now less constrained by belt tensions.
Also, converter technology is now more widely accepted. "Modern converter technology is now more reliable and economical," said Christian Dirscherl, sales manager-mining, Siemens Metals Technologies. "When these high horsepower systems are compared to those with all of the mechanical parts of the reducers, it's much more economical now."
The first gearless drive was designed and built 26 years ago by a division of Orenstein & Koppel (O&K) and Siemens for Deutsche Steinkohle's Prosper-Haniel coal mine in Germany. Krupp Fördertechnik eventually acquired the O&K segment and it is now part of ThyssenKrupp. The system, which is still in use today, uses cycloconverter-fed motors to power a 3.8-km conveyor to a dump height of 800 m. The drive has two 3,100-kW (4,157- hp) synchronous motors that operate at slow speeds (46.9 rpm), but provide high torque, 2 x 631 kNm. The 1.4-m wide belt operates at 5.5 m/s with a capacity of 1,800 metric tons per hour (mt/h). "The gearless drive at Prosper- Haniel has been running with high availability since 1985," said Sehl. "When we talk about this installation and the new one at Antapaccay, the immediate reaction is, 'if we have had this technology for 26 years, why are we just now learning about it?'"
When the system was installed at the Prosper-Haniel mine, converter technology was something new for mines and it was very expensive. They considered availability, equipment wear, maintenance and energy consumption in their decision. Deutsche Steinkohle made the funds available for the system. "The engineers responsible for the Prosper-Haniel conveyor project were familiar with this drive technology from mine hoist applications," Sehl said. "They were very pro- converter technology. Afterward, the technology as applied to conveyor drives stalled for several reasons. Not many conveyors built at that time, or since, required this much horsepower. Converter technology has only become more accepted by the mining business in the last 10 to 15 years allowing gear reducer manufacturers to supply larger units."
The Prosper-Haniel drive is installed on the discharge end of the conveyor. The drive is elevated because of support structure. "It's important, and sometimes difficult, to build a steel structure to maintain the 8-mm air gap between the gearless drive's rotor and the stator," Sehl said. "The tolerance we give ourselves is 1 mm. With the amount of belt forces, this is a challenge. The belt is pulling hard, especially in an uphill configuration."

The object with drive construction is to avoid any deflection. The design has to account for the moment created at the drive frame, Sehl explained, and the overhang load of the rotor. "The pulley shaft supports the 22-ton rotor along with the weight of the couplings," Sehl said. "The load on the pulley shaft is very high. Ultimately, as much as 30 tons are hanging on the shaft."
The Antapaccay Gearless Drive
During the autumn of 2010 Siemens
and ThyssenKrupp secured a contract
with Xstrata Copper to build a gearless
conveyor drive for the company's new
Antapaccay mine in Peru. It will operate at an elevation of 4,200 m (13,780
ft). Two 3,800-kW (5,096-hp), low-
speed synchronous motors will provide
631 kNm torque to each drive pulley.
The 1.37-m wide belt will stretch
6,528 m. Operating at 6.2 m/s, the
conveyor's capacity is rated at 5,263
mt/h. The conveyor is scheduled to start
during the first half of 2012.
Comparing the gearless drive with a traditional arrangement with gear reducers, the most noticeable difference is the clean look. Unlike traditional arrangements where the drives would be mounted on both sides of the pulleys, the gearless drives are mounted on the same side. There is nothing on the other side except the holdback brake, which keeps the belt from rolling backward.


These photos show a hoist application, but the process
is the same. Once the rotor is fastened to the pulley, a
crane slides the stator and housing into place
Once the foundation is poured and the support structure is in place, the gearless drive erection process should be completed in a short time frame. The motor arrives as two main parts: the rotor and the complete stator with housing. Once the rotor is bolted to the pulley, a crane slides the stator and housing into place.
The concrete foundations for the drives require a little more engineering. "We can't allow the pulley structure to move in relation to the motor support structure," Sehl said. "The anchor system is very similar to what is used for the grinding mills with long anchor bolts embedded in the foundation."
For the mine to perform maintenance on the system, technicians can slide the motor stator housing out of the way. "We designed the system so the mine operator would be able to perform routine maintenance on the system," Sehl said. "It was important for us to make this as safe and simple as possible. Also, on many of these new projects, the availability of experienced maintenance personnel is limited. So, it's important to install reliable drive system."
Siemens has two converter packages to support the gearless conveyor drive application, the Sinamics SM150 voltage-source converter with IGCT power section and the Sinamics SL150 cycloconverter with thyristor technology. "Antapaccay will use the SL150 cycloconverter, but it's also possible to use the SM150 voltage source inverter for other projects," Dirscherl said. "The SM150 is water-cooled and the cycloconverter is air-cooled. Both systems have benefits."
The power requirement differs between grinding mills and conveyors. The power needed for the conveyor is much smaller. "A SAG mill requires 30 MW and these types of converters are water-cooled," Dirscherl said. "These conveyors require a maximum of 6 to 8 MW and we can use an air-cooled system for the cycloconverter. If the converter is air-cooled it's a smaller cabinet, with lower space requirements."
The cycloconverter also has high overload capability, which is important in low-speed operations. "It's a similar situation with the grinding mills," Dirscherl said. "A very high torque is needed to restart a mill. The same is true for conveyors. If one of the two motors should go down, the mine operators could use the combination of the cycloconverter and the gearless drive for a limited period to apply twice the torque on one pulley. They could also drive the empty conveyor with one motor."
The SM150, which uses the latest IGCT converter technology, is water- cooled and more expensive, but it is the most efficient system, Dirscherl explained. "With it, the electrical engineers do not have to consider the harmonics in the power grid," Dirscherl said. "The behavior of the system is very good. It is excellent for downhill (regenerative) operation or if the mine experiences problems with grid harmonics."
Closed loop control improves load sharing. Load sharing is necessary between both motors and this is accomplished with the converter.
The low-speed motors (63 rpm) are too slow to cool themselves by traditional means. "We have fans inside the motors and on top of the motors there is a heat exchanger," Dirscherl said. "We have connected both motors to a small redundant pump station and a cooling unit with a fan. The system is cooled by ambient air and the fans only run when they have to."
There are some obvious cost advantages associated with eliminating gear reducers, Dirscherl explained. It improves availability by reducing the potential for mechanical breakdown; reduces the maintenance costs, which are estimated at up to 5% annually of the initial investment costs for the reducers; reduces spare parts inventory; and increases energy efficiency by about 4%. "Power at the pulley can be increased without the limitation of the gear box," Dirscherl said. "The size limitation within the system is now the belt and new developments with belt manufacturing have increased the power levels on the pulley."
By placing more power on the pulley and reducing the number of components, the footprint for the drives and the electrical gear is also reduced. A more powerful drive also eliminates the need for booster drives (trippers) and transfer stations. "We no longer need two motors on a pulley, we can work with one," Dirscherl said. For the long term, gearless conveyor drives will present some interesting opportunities for long conveyors including underground installations where developing the cavities for drive stations is very expensive.