At a factory in France, a new hydraulic
excavator is assembled, tested and disassembled for shipment to an
Australian iron ore producer. A few
thousand miles to the west, a drilling
jumbo hammers away at a hardrock
face underground in Canada's Sudbury
Basin. At a surface mine in the
Southwest U.S., a high-speed conveyor
dumps thousands of tons of copper ore
each day onto a transfer point. And at a
nickel mine in Finland, a tweak to the
profile of a gyratory crusher's wear mantle results in a 15% increase in crusher
throughput.
Apart from the single obvious connection between these examples—all
are hardrock related—is another: The
equipment involved in each application
benefits from advances in materials
and techniques that protect against
abrasive and/or impact wear—and
future versions will likely gain even
more reliability and productivity as wear
materials continue to evolve and
improve.
Selecting the Right Steel— and Installing It
Predicting the service life for various
materials under diverse conditions can
be challenging. Each variety of rock is
composed of a unique set of minerals
that influence the specific type of wear
damage. However, some recent developments in wear-resistance technology
directly pertain to the most basic elements of use: selection of the right
material and proper installation.
For example, after five years of
development, Swedish steelmaker
SSAB—suppliers of the well-known
Hardox line of wear steel products—
recently introduced a new version of its
WearCalc software, which allows convenient calculation of the relative service life of Hardox materials. Combined
with comparative material and production costs, this permits quick selection
of the optimum materials for the job.
The previous version of WearCalc
only predicted sliding wear but
WearCalc 2.0, according to SSAB, now
can predict erosive and impact wear as
well for all types of Hardox plate. The
erosion model is based on research
involving aggregate and large rocks. At
macro level, WearCalc 2.0 predicts
whether makeup of the abrasive materials will cause particle edges to penetrate the steel surface or to break. At
micro level, the model uses mineral
hardness to calculate erosion on different types of wear plate.
 SSAB's updated release of its WearCalc software now can predict all types of wear-sliding..
SSAB's updated release of its WearCalc software now can predict all types of wear-sliding..
The algorithm takes size, shape,
impingement angle and velocity of the
material into account. Although the
software requires the entry of several
parameters to obtain accurate results,
SSAB said the developers have taken
pains to ensure the user interface
remains easy to use.
The results are presented in a table
in which mild steel is normally used as
a reference value. A report generator
creates a report with the input parameters and result table. This file can be
edited in Microsoft Word and saved or
e-mailed. Access to WearCalc software
is arranged through SSAB's technical
managers.
Another upgrade of a useful software
tool, SSAB's WeldCalc Version 2.0, was
introduced at the CONEXPO-CON/AGG
trade show held in Las Vegas, Nevada,
USA, in March. WeldCalc is an application for calculating and presenting
wear-plate welding recommendations.
The user enters the desired mechanical
properties, welding process and plate
materials involved. Based on this information a "tolerance box" is calculated,
showing the allowed span of heat input
and preheat/interpass temperature. The
new, Web-based version also allows the
user to save or export results. Logs can
be opened, edited and re-saved.
SSAB also has revised and expanded
its welding handbook. "We thought the
time had come to update our technical
recommendations," said handbook
author Daniel Stemne. "This also gave
us an opportunity to expand the contents to include a number of new practical and theoretical topics. In short,
the welding handbook contains our
broad collective knowledge in many
areas of welding technology involving
Hardox wear plate and Weldox structural steel plate."
The handbook also covers more general subjects—from joint preparation
and magnetic arc blow to heat treatment of welds, and repairs. It also contains chapters on various topics including filler metals, shielding gas and discontinuities in welded joints. Although
it was written principally for technicians and engineers, others may also
benefit from the book, according to the
company.
 Another updated SSAB software tool, WeldCalc, offers critical wear-material welding recommendations and is now
Another updated SSAB software tool, WeldCalc, offers critical wear-material welding recommendations and is now
Web-accessible.
SSAB also noted that in addition to
providing multiple hardness grades of
Hardox wear steel, its product line now
includes both thick and thin plate.
Although thicker plates connote higher
weight and possibly less efficiency this
isn't always the case, according to the
company, which points out that larger
machines are generally more efficient.
But increasing machine size means
greater mechanical forces and production throughput—and this leads both to
greater wear and to a demand for longer
component service life to improve economy and uptime.
SSAB has responded by investing
heavily in quenching, tempering and
rolling mill equipment and procedures
to produce thicker, through-hardened
plate of consistently high quality, following its belief that thicker specialized
plate can enhance efficiency and economy by providing greater strength and
wear-resistance for the same standard-
plate thickness and weight. Thicker
plates, according to SSAB, allow the
manufacture of components that last
longer, deliver greater uptime and cut
lifecycle cost.
Hardox wear plate, Weldox structural steel plate and Toolox pre-hardened
tool and machine steel are available up
to a thickness of 160 mm (6-1/4 in.)
depending on hardness grade. At the
other end of the thickness range, SSAB
also has launched Hardox wear plate in
3-mm thickness, offering the same features as other Hardox thicknesses with
less weight and bulk.
A Win for Work-Hardened
Wear Steel
In the UK, a recent name change for an
established specialty steel supplier has
been accompanied by a commercial
achievement in the mining equipment
sector. As of January, Abraservice UK,
formerly known as IMS UK, is now a
subsidiary of Abraservice Holding, itself
a 100% subsidiary of IMS SA. The
group claims to be the largest independent distributor of special steel
grades across Europe with manufacturing facilities in Germany, Italy, France
and the UK.
Among the range of specialty steels
offered by Abraservice UK is CREUS-
ABRO, which the company describes as
combining extreme resistance to abrasion with a high level of toughness,
developed to optimize wear resistance
against abrasion, impact, heat and corrosion. This is made possible, according to Abraservice UK, by the specific
chemistry and heat treatment processes
used during the manufacturing process.
Nick Taylor, Abraservice UK's sales
manager, said the ability of CREUS-
ABRO 4800 to work-harden offers an
increase of up to 50% service life compared with conventional 400-HBW steel
grades. It also endures temperatures up
to 450°C, a level not achievable with
standard wear steels. CREUSABRO
4800 is designed to provide a combination of wear resistance, controlled
hardness and ease of processing,
achieved by a combination of an enriched chemical analysis (Cr, Mo, Ti) at
a controlled quenching rate.
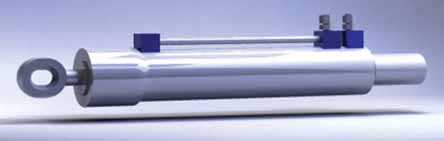
 A test shovel bucket equipped with CREUSABRO steel wear parts, shown here during assembly, operated for 3,700
A test shovel bucket equipped with CREUSABRO steel wear parts, shown here during assembly, operated for 3,700
hours in highly abrasive conditions before minor maintenance was required.
Taylor explained that buckets used
on excavators are conventionally manufactured using high yield strength
steel for the body with 400- and 500-
HB water-quenched steel wear plates
welded into position. This typically
provides sufficient strength and an
acceptable level of abrasion resistance. In the comparison test, two
identical mining buckets were used on
a Liebherr 994 excavator. Both buckets were produced by Liebherr in its
manufacturing plant in Colmar,
France, and were manufactured as
two-part front-shovel buckets with a
back door for unloading the excavated
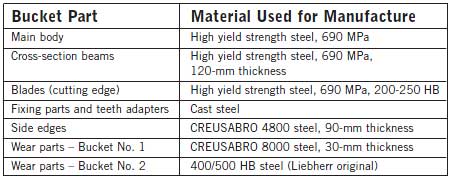
material. The individual parts of both
buckets were manufactured from
materials shown below.
To assess the overall difference in
performance between the bucket
equipped with CREUSABRO 8000 wear
parts and the bucket using conventional steel wear parts, the testing schedule
monitored:
• Thickness of the wear parts over a
common period of time;
• Thickness of the cross-sectional beam
on the static back of the bucket;
• Tonnages of material moved over the
same period; and
• Working conditions and parameters.
Both buckets were tested by digging
directly at the mine face, working with
both unblasted and blasted material.
The face comprised a range of different
minerals including sulphur bornite and
malachite azurite cuprite as well as a
variety of grain sizes. The shovels ran
23 hours per day, seven days a week.
The bucket equipped with CREUS-
ABRO 8000 was in service from October through March; the other bucket
from April to October. The latter bucket
operated for 2,540 hours before requiring maintenance. At that time, severe
wear was observed from the abrasive
sliding and impact of the material. Due
to the concentrated wear on the bucket
from the high tonnages of material
excavated, the wear protection strip
extremities were totally worn away on
the back of the bucket and measurements also showed that beam thickness, originally 120 mm, had been
reduced to 22 mm. Other consequences resulting from the continual
wear on the inside faces of the bucket
were loss of mechanical resistance and
distortion leading to risk of rupture and
critical maintenance requirements.
However, no repairs were required on
the outside surfaces.
In addition to Liebherr's acceptance
of the specialty steel as a wear-parts
option for its buckets, Abraservice UK
notes that Assarel subsequently placed
an order with Liebherr for five new
buckets, to be lined with CREUSABRO
8000.
Another product in Abraservice UK's
portfolio is Dillidur Impact, a wearresistant steel claimed to have exceptionally high resistance to cracking. It
has a nominal hardness of approximately 340 HBW in its delivery condition,
and its mechanical properties are
obtained by water quenching and subsequent tempering. Dillidur Impact is
recommended where strong resistance
to abrasion is required together with
toughness to resist impact wear.
According to the company, this
wear-resistant steel is also more flexible
with regard to pre-heating and post-
heating processes and is easier to weld
compared with standard 400- and 450-
HBW water-quenched grades, especially where high thickness is an issue.
 Finnish steel supplier Ruukki markets Raex wear-resistant steel in grades rated up to 540 HBW, and recently
Finnish steel supplier Ruukki markets Raex wear-resistant steel in grades rated up to 540 HBW, and recently
introduced Optim 700 MC Plus, a high-strength structural steel with improved workability and high impact resistance.
Ruukki can supply customers with prebent and laser-welded, finished components as well as basic plate materials
from its service centers across Europe.Conquering Corrosion with Chrome
Dallas, Texas-based Chromium Corp., a
subsidiary of GAF-ELK Corp., has been
in the steel business since the 1920s
and specializes in providing various
types of electroplated, hard chrome-
coated wear steels. Its CRODON wear
plate is a dual-layer wear system consisting of a thin, tough upper layer and
a base metal layer of mild steel, stainless steel, or through-hardened AR
plate. The upper layer adds virtually no
weight but greatly improves service life
and performance. CRODON product
groups are differentiated by the backing
material used. Each product group is
application engineered to meet the
needs of specific environments.
CRODON Standard wear plate uses
mild steel as base material and is recommended as an economical solution
for abrasion, sticking and light to moderate impact. CRODON Advantage wear
plate uses stainless steel base material,
and is most appropriate for corrosive
conditions, especially when the
CRODON wear plate needs to be cold
formed or rolled with a radius in the
external diameter, subjecting micro-
sections of the base material to corrosive materials. CRODON Plus wear
plate offers AR400 through-hardened
steel as a base. According to the company, it provides two advantages not
found with CRODON Standard or
Stainless wear plate: the CRODON wear
surface works synergistically with the
AR400 base steel to improve resistance
to impact by a factor of 12 or more; and
because the base material itself also is
wear resistant, it allows the operator to
predict when material needs to be
replaced once the CRODON wear surface finally wears through.
CRODON Premier wear plate
employs AR500 through-hardened steel
base. It is targeted for non-impact
applications that experience extremely
high abrasion. Once the wear-resistant
CRODON hard coat surface is worn
through, the AR500 base allows extra
time before the assembly needs to be
replaced, giving the operator longer life
and maximum flexibility to schedule
maintenance.
According to the company, independent test results have shown that
CRODON excels in bulk material handling situations where the proper liner
choice can significantly reduce common flow problems, such as bins,
chutes, hoppers and other bulk solids
handling equipment. CRODON's low
frictional resistance make it an efficient material for chutes, for example,
where its use as a liner could reduce
the need for steeper hoppers and lessen chute build-up. CRODON also maintains its low frictional resistance even
as the surface became smoother, allowing for the hopper flow pattern and the
chute velocity to remain unchanged.
The Finnish Line
Helsinki, Finland-based Rautaruukki
Corp., which uses the marketing and
branding name Ruukki, also offers steel
products that have garnered attention
from mining equipment suppliers and
users. Its Raex line of wear-resistant
steel is recommended by the company
for use as wear material on excavator
buckets, for bucket cutting-edges, and
for general wear applications across a
wide variety of mining applications.
According to Ruukki, Raex's toughness derives from the company's unique
direct water-quenching (DQ) process,
which quickly cools steel from 900°C to
room temperature immediately after
rolling. It produces an extremely hard
and tough microstructure and allows
production of thinner materials with
easier weldability and improved steel
surface quality and thickness accuracy.
Raex is available in nine grades ranging
from 270–390 HBW up to 450–540
HBW, from 2.5- to 40-mm thick and in
cut lengths or heavy plates depending
on the specific HBW grade. Ruukki
states that Raex 400 is 2.5 times harder than ordinary structural steel, while
Raex 500's hardness is triple that of
ordinary structural steel.
Last year, Ruukki launched its
patent-pending Optim 700 MC Plus
product, a new high-strength structural
steel with improved cold-forming properties and high impact strength. Along
with mathematical modeling to calculate the optimal composition of the
product in the concept stage, Ruukki's
cooling and thermo-mechanical rolling
process expertise is applied to create a
fine-grain steel offering a doubling of
impact toughness, easy weldability,
superior low-temperature performance
and high tensile strength.
Ruukki's steel service centers can
provide pre-bent and laser-welded components, as well as finished parts or
products.
 Talvivaara Engineer Jyrki Lahenius (left) and Metso Crusher Wear Specialist Mikko Malkamäki discuss a new
Talvivaara Engineer Jyrki Lahenius (left) and Metso Crusher Wear Specialist Mikko Malkamäki discuss a new
primary gyratory mantle cast by Metso's Tampere foundry. Adjustment of the crusher cavity's profile led to a 15%
increase in crusher throughput.Hardfacing Options Expand
NanoSteel, a supplier of nanostructured steel alloy surface technologies,
announced in 2010 the release of its
first stick electrode for weld overlay
hardfacing applications. SHS 9700E,
the newest addition to NanoSteel's
portfolio of Super Hard Steel (SHS)
alloys, is described as a premium alloy
that features an ultra-refined, near-
nanoscale crystalline microstructure
that results in hardness up to 70 HRc,
with exceptional resistance to abrasive
wear. Available in 10- and 50–lb boxes
and in bulk, SHS 9700E stick electrode is a hardfacing alternative to MIG
and open-arc wire applications with
excellent weldability. SHS 9700E, an
iron-based steel alloy that does not
include nickel, tungsten and molybdenum in its material chemistry, has been
designed to be deposited on mild and
low alloy steels. NanoSteel recommends that SHS 9700E weld deposits
be limited to two layers maximum for
most applications. Both single and double layers are claimed to provide exceptional wear resistance of 0.12–0.14 g
(+/- 0.03) mass loss in ASTM G65-04
dry sand rubber wheel abrasion tests.
San Diego, California-based Rankin
Industries says its Rantube large-diameter tubular hardfacing electrodes are
designed to combat parts wear caused
by severe abrasion, erosion, impact and
heat. Rantube deposition rates are up
to 6.5 lb/h for the 7/16-in. (11-mm)
size. The ¼-in. size is designed for allposition welding and can be used at
low amperage to hardface thin edges.
Rantube can be applied to parts made
from cast iron, manganese steel and
mild steel without preheat, but high
carbon and alloy steels may require
preheating. Electrodes are available in
three diameters and include a graphite
end seal for quick arc start; flux coating to prevent damage if dropped and
to allow non-heated storage; high-density alloy powder fill; a steel case that
seals the tubular section containing
alloys to prevent contamination, moisture pickup, and alloy loss if the electrode is dropped; and color coding for
alloy identification.
Profiling for Productivity
As illustrated by Metso's Mining and
Construction Technology Group in a
recent issue of its Results customer
magazine, in certain cases all that is
required to maximize wear material performance and machine productivity is a
few adjustments to basic design.
Talvivaara, located in northern
Finland, is the largest sulphide nickel
ore mine in Europe. In cooperation with
Metso, Talvivaara recently boosted its
primary crushing capacity by as much
as 3.5 million mt/y through the technique of crusher cavity optimization.
About 22 million tons of nickel ore
is excavated at the mine annually.
Broken material liberated by blasting
that provides up to 300,000 mt of ore
per shot is fed to a 60 x 89 in. primary
gyratory crusher and then transported
by a 2-km-long conveyor to the secondary and tertiary crushing stages.
Bioheapleaching of the ≤8-mm crushed
ore particles takes place in four heaps,
each 400 x 1200 m in size. Talvivaara
produces about 30,000 mt/y of metallic nickel.
The nickel ore is hidden inside black
schist, which is extremely slippery
material to crush. Soon after initial
installation of the primary gyratory
crusher, it became apparent that actual
crushing throughput would fall far
behind the planned figure. This presented a severe challenge to the mine's
economic success.
"The main problem was caused by
the profile of the original crusher wear
mantle. It was not right for processing
slippery ore, and it caused the feed
material to jump, decreasing capacity,"
said Erkki Kärkkäinen, manager of
materials handling at Talvivaara.
Talvivaara contacted Metso's crusher
wear parts specialists at the Tampere
office in Finland to find a cavity that
could better process the slippery ore
and guarantee the capacities required
for the mine economy. After several
meetings, using Metso's crusher cavity
optimization process know-how, including 3-D mantle design tools, the correct
angle for the mantle cavity was found,
and the most suitable manganese type
selected. Metso's Tampere foundry
casted the huge, two-piece wear mantles in the spring of 2010.
"Our main challenge in designing
the right cavity was to determine where
to start the curve of the cavity in order
to prevent the ore from jumping up, and
to secure efficient crushing throughout
the whole height of the cavity," said
Mikko Malkamäki, Metso's wear parts
specialist.
The new mantles and outer wear parts
were installed in May 2010. After crushing for eight months, results were positive: primary crushing capacity increased
by an average of 15%. Given as a percentage, the increase sounds modest;
however, when calculating the annual
capacity increase, Kärkkäinen calculates
that the improvements translates to 3.5
million mt of additional throughput.
The primary gyratory's original
capacity was measured as less than
3,000 mt/h after post-installation testing. Now, after installing the Metso
wear parts, it is about 3,500 mt/h. "I
believe that with more efficient feeding, we can achieve a continuous production that exceeds 3,000 tons per
hour. We currently feed the crusher
using big Hitachi dump trucks, dumping 150 tons of ore into the crusher
every 2.5 minutes," said Kärkkäinen.
Collaboration between Talvivaara
and Metso continues: The next challenge is to extend the life of the mantles and minimize the scrap rate. The
next mantles will be cast from Metso's
XT750 manganese, and concaves will
be cast from white iron.