 Still the unchallenged king of bulk-material transport over long distances,
Still the unchallenged king of bulk-material transport over long distances,
conveyor
systems are becoming increasingly complex as they’re tasked to carry
more material,
at faster speeds and with greater reliability than their predecessors.
(Photo courtesy
of Phoenix Conveyor Belt Systems GmbH)
Against the backdrop of global economic turmoil and a
general trend within the industry toward higher cost-consciousness,
the importance of conveyor systems in mining
obviously hasn’t diminished over the past few years. If anything,
conveyors designers are being pressed to provide systems
that can carry more, carry it farther and with lower energy
consumption and life-ownership costs than their predecessors.
In response, system suppliers are taking a closer
look at almost every element of conveyor component design
and application, from the rolling-resistance properties of various
rubber belt cover compounds to the relative benefits of
central vs. distributed drive designs for long overland conveyors.
And, as conveyor systems become more complex,
Discrete Element Modeling, Finite Element Analysis and
other computer-assisted analysis techniques have become
increasingly essential, replacing rule-of-thumb assumptions
that designers have used for many years to formulate belt,
pulley, idler and chute specifications.
Imagine, for example, the number of calculations required
to specify, design and fabricate a system such as that recently
announced by Sandvik, which signed an agreement with
Netherlands energy company RWE Power AG for a turnkey
materials-handling system. The $83-million order comprises
a complete materials-handling system for the Eemshaven
power plant in the Netherlands, and includes a high-performance
conveyor system with 38 enclosed conveyors for
coal, plus two grab-type ship unloaders, two stackers and
three portal reclaimers.
Other recent examples of complex conveyor design
include an overland conveyor/belt feeder system installed at
the Boddington gold mine, near Perth, Western Australia,
owned by Newmont Gold Corp. This system, described by
Todd Hollingsworth and Ty Harris of FLSmidth Conveyor
Engineering in a paper presented at the 2010 Annual
Meeting of the Society for Mining, Metallurgy and Exploration
(SME),1 involved design and manufacture of 15 conveyors
and 17 belt feeders with belt widths ranging from 450 mm
to 2,400 mm and conveyor lengths from 16 m to 2,172 m.
Total motor power exceeds 16,700 kW, total length of all
belting is almost 11.5 km, and fabricated steel weight
totaled about 3,700 mt. It went into service at Boddington in
April 2009.
In an entirely different application, a pipe conveyor—
billed as the world’s longest, transporting a double load on a
single, troughed belt—was installed and commissioned at
the Cementos Lima cement operations near Lima, Peru, in
early 2008. This system, according to J. Wiedenroth of
Germany-based FLSmidth Koch MVT,2 which designed and
installed it, had to meet several challenges: It had to follow,
by means of an underground tunnel, the path of an existing
road through a town for 6.5 km, which required 15 horizontal and 20 vertical curves, some as tight as 60° with a 300-
m radius. The conveyor system also had to be very compact
so the cross-section of the tunnel could be minimized, and it
was necessary to eliminate any transfer points in the tunnel
to reduce dust emissions, minimize space requirements and
reduce maintenance costs.
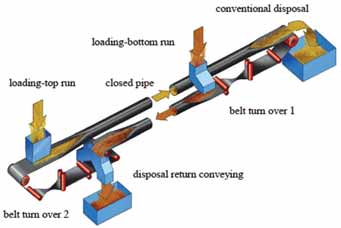 Diagram illustrates how a pipe conveyor can simultaneously carry two loads,
Diagram illustrates how a pipe conveyor can simultaneously carry two loads,
moving
in opposite directions
Conveyors in certain applications are seen not only as bulk
material movers but also as a tool to assist in an operation’s
energy balancing and conservation strategies, adding additional
complexity. For example, as noted in this issue’s
Suppliers Report section, Siemens has again upgraded the
downhill conveyor system it installed at Antofagasta plc’s Los
Pelambres copper-moly mine in Chile, increasing both the carrying
capacity and its generating output. After its installation
in 1999, at which time it was configured to carry 7,000 mt/h
and powered by eight electric motors rated at 2,500 kW each,
it was capable of generating up to 17 MW with sufficient load
on its steep downhill route. Following another upgrade in
2006, when two of the conveyor’s sections were given an additional
drive—raising total drive output from 20 MW to 25
MW—the system’s capacity was boosted to 8,700 mt/h.
In that configuration, the system produced about 90 million
kWh, representing about 15% of the mine’s power
needs, reducing energy costs and cutting carbon dioxide output
by more than 50,000 mt/y. More recently, Siemens
reported the system is capable of generating up to 21 MW in
regenerative mode.
Software Solutions
A quick glance at any conveyor product directory shows there
are a dozen or more well-known software programs and packages
available to anyone for analysis of practically any facet
of conveyor design. Major conveyor equipment suppliers generally
have specific software suites or protocols for designing
and simulating their own systems.
 The average length of pipe conveyors used in the resource industries is gradually
The average length of pipe conveyors used in the resource industries is gradually
increasing, ranging anywhere up to 2, 3 and sometimes 4 miles in various overland
applications. Capacities range from 50 t/h to 4,000 t/h, depending on material density.
(Photo courtesy of Dearborn Mid-West Conveyor Co.)
Overland Conveyor Co. (www.overlandconveyer.com) says
its Belt Analyst 9.1, released late last year, offers complete
design evaluation of any bulk material handling belt conveyor,
allowing users to input any vertical and horizontal profile
with up to 360 flights, 48 pulleys and 20 unique drive locations.
The program allows use of CEMA 5th Edition calculation
methods, newer CEMA 6th Edition power methods or
International ISO/DIN methodology. A new Pulley Setup
Wizard helps input all the belt line dimensions and automatically
calculates all pulley wrap angles. A two-dimensional,
to-scale drawing illustrates exact inputs and what is used in
the calculations.
Other new features include a 3-D viewer that shows toscale
drawings of the entire conveyor or any section, and
allows the user to rotate, pan and scale the drawing. A new
Lagging Analyst evaluates the interaction of the belt and lagging
at each drive pulley.
Overland Conveyor also developed a belt conveyor mathematical
modeling tool, called Belt Wizard, used exclusively
by Fenner Dunlop Americas ensures the compatibility of the
conveyor system specified and the Fenner Dunlop belting
recommendation.
FLSmidth Conveyor Dynamics (www.conveyor-dynamics.
com) offers BeltStat 7.0, which it says can analyze conveyors
of any length and topography having up to 10
drive/brake stations, without restriction as to location. The program
can analyze downhill, regenerative conveyors, and belt
widths from 24 to 120 in. Drives may be conventional head
type, tail and/or intermediate drives of any combination. Both
acceleration and braking action can be analyzed using either
independently controlled starting/stopping times or controlled
acceleration/braking torque. Starting and stopping torques may
be proportioned as desired among the multiple drives.
In the latest version of BeltStat, a new Quick Start menu
allows users to conveniently analyze a wide variety of conveyor
systems. By inputting basic conveyor information users
can quickly determine critical conveyor specifications and
components. An improved element table gives the designer a
visual image of the conveyor system as it is being built. It
also allows vertical curves and IP points to be dynamically
modified on the fly.
Other conveyor design programs include Beltcomp
(www.beltcomp.com), Helix delta-T (www.chempute.com),
Pro-Belt (www.pro-belt.com), Sidewinder (www.actek.com)
and mConveyor (www.mineconveyor.com), to name a few.
Focusing on Cost-Effectiveness
With all of this design power available, and taking into
account the hundreds of millions of dollars spent every year
on new systems, upgrades and parts replacement, a reasonable
question might be: Are customers getting fair value, or
better, for the price of their conveyor systems, or are these
systems being under- or over-engineered? Over the years,
there seems to have been a tug-of-war between these issues,
but technology advances now provide greatly improved capability
to make fully informed design decisions—if the customer
looks at the design from the proper perspective.
To illustrate: In 2003, Lawrence Nordell, president of
FLSMidth Conveyor Dynamics, wrote: “Traditionally, belt conveyors
for both in-plant and overland systems have been
notoriously over-designed. Fifty-year-old engineering design
standards and methods are still being applied today. The use
of these standards results in substantially higher capital and
operating costs when compared with those incorporating
today’s technical advancements.”3
More recently, Todd Swinderman, chief technology officer
for Martin Engineering, suggested conveyor designers and suppliers may actually be doing too good of a job, by providing
customers with systems that continue to perform adequately
under adverse conditions—including outright abuse
from overloading and neglect.
 Increasingly stringent requirements regarding conveyor safety and dust control,
Increasingly stringent requirements regarding conveyor safety and dust control,
among others, will challenge conveyor designers to develop innovative approaches
for system architecture in the future. Shown here is a conveyor transfer point
equipped with a Farr Gold series dust collector. (Photo courtesy of Camfil Farr APC)
He described 10 common mistakes in conveyor design
choices made solely on price considerations, their eventual
consequences and recommendations for avoiding them.
Some of these include:
• Not knowing your bulk material—Using only data from
tables listing bulk density and angle of repose for the material
to be conveyed can result in a conveyor system that
can’t carry the required tonnage, or that has improperly
sloped chutes and hoppers, if the actual material differs
from the table data. Swinderman said a typical set of tests
to define a particular bulk material might cost about
$30,000—while the cost of conveyor downtime can be
$1,000 or more per minute. “Over the lifetime of the conveyor
system if just one plugged chute episode can be
avoided, the testing will have paid for itself,” he explained.
• Lack of access—Conveyors are often located in enclosures or
tunnels where one side is so close to the wall there’s no room
for a worker to even shuffle sideways along the belt. Access
doors may be located in odd positions that allow a view of
nothing and may be so small that maintenance can’t be conducted
through them. In other instances, conveyors might be
so low to the ground there’s no room to clean up under the
belt, and platforms at the head pulley are often so low it’s
impossible to reach components on the drive side for maintenance.
These design flaws often extend into the practice of
covering key conveyor components with piping and conduit, Swinderman noted. Because the support structure of the conveyor
provides a convenient rack for mounting electrical conduit
and piping for plant air and water supplies, these items
often limit access to or proper location of belt wander switches,
belt cleaners, plows and return idlers. “Conduit or piping
rarely needs service or relocation, while the components it
‘incarcerates’ typically need frequent inspection and service,”
said Swinderman.
• Substituting speed for belt width—There is a generally
accepted belt speed range that designers usually adhere to
in order to minimize degradation of the transported material
and to control dust. However, this range is often exceeded
to meet price objectives. For example, if an 1,800-mmwide
belt traveling 3 m/sec can handle 4,000 mt/h, a
1,200-mm-wide belt could provide the same capacity if its
speed was increased to 7 m/sec. This could save money on
steel and belting costs, Swinderman explained, but the narrower,
faster belt could cause trouble, such as increased
wear on the belt and chutes, material degradation, loading
problems and chute plugging. And, at high speeds, the
transported material may never settle down, resulting in
constant spillage.
• Failure to allow for needed upgrades—There’s nothing
wrong with using standard conveyor components to meet
system price targets, but it’s prudent to allow space in the
design for problem-solving upgrades to meet production or
cost targets. Experience in installing conveyor systems confirms
that at least some modifications are usually needed
at startup or shortly thereafter to fulfill customer expectations.
If the original design allows some flexibility for these
modifications, they usually can be installed cost effectively
and with minimal downtime.
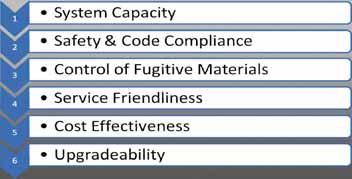 A new hierarchy of design considerations for conveyor systems.
A new hierarchy of design considerations for conveyor systems.
Swinderman maintains “belt conveyors are designed and
purchased much as they have been for the last 50 years
while virtually every major safety, regulatory and performance
criteria has changed. The traditional approach is to
determine the design capacity, do the minimum necessary to
meet code and safety requirements and design for the lowest cost of construction. Using the design approach of 50
years ago and thinking equipment can be purchased on low
bid to meet the production and regulatory requirements of
today are unreasonable expectations. Throw in lower grade
fuels or ores and it’s a recipe for plugged chutes, dust,
spillage and less than predicted production. A new approach
to specifying, designing and purchasing is needed to meet
these challenges.”
This system for “Modern Conveyor Architecture” has six
levels of system requirements:
Design Capacity—The system must reliably deliver the
required tons per hour of bulk solid; if it cannot (comfortably)
achieve the production goals, the scope of the system must
be reconsidered.
Safety—The system must approach is to utilize technology
to design safe and material efficient structures but to
exceed the minimum mandated safety requirements making
conveyors safer to operate and maintain.
Cleanliness (Prevention and Control of Fugitive Materials)—
The control of fugitive material through improved
design is a priority. The system must be designed to minimize
the escape of material as dust, spillage and carryback, and
to allow the collection of any material that does escape.
Service Friendliness—Many maintenance procedures critical
to system operation or control of material can be accomplished
safely while the belt is in operation, if the equipment
is properly designed and the maintenance people are properly
trained. Other tasks that can only be done while the belt is
shut down can be made easier and faster if maintenance is
considered a priority of the design.
Cost-Effectiveness—Often small upfront engineering
changes—at modest cost—provide improvements that will be
seen long after the initial concern over the modest added
cost has stopped being a concern.
Upgradeability—By building flexibility into areas known to
be problematic, the initial price of a new conveyor can be
minimized while the long-term cost can be reduced when the
addition of specialized components added only in those areas
where they are needed.
Swinderman concludes that ‘by including in the design
methodology elements that match customer needs for a
clean, safe and productive system, a Modern Conveyor
Architecture emerges that can be cost competitive yet flexible
enough to be easily upgradeable to solve operation specific
problems.”
References
1. Hollingsworth, T., and Harris, T., “Boddington Gold Mine
Expansion Project Overland Conveyor,” SME Annual
Meeting, Feb. 28-March 3, 2010, Phoenix, Arizona, USA.
2. Wiedenroth, J., “The Longest Pipe Conveyor of the World
with Double Load Transport at Cementos Lima In Peru,”
SME Annual Meeting, Feb. 28-March 3, 2010, Phoenix,
Arizona, USA.
3. Nordell, L., “Overland Conveyor Designed for Efficient
Cost and Performance,” Beltcon 12 Conference, 2003,
South Africa.
4. Swinderman, R.T., “Ten Common Mistakes in Conveyor
Specification and Design,” SME Annual Meeting, Feb.
28-March 3, 2010, Phoenix, Arizona, USA.
As featured in Womp 2010 Vol 05 - www.womp-int.com