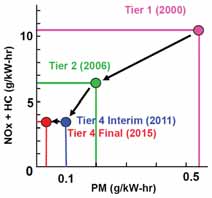
Graph illustrating the drastic reduction in particulate
matter (PM) and NOx emissions mandated by the EPA’s
Tier 4 Interim and Final standards.
High-horsepower Diesel Design Revs Up to Meet Tighter Emissions Standards
Engine builders are confident they have access to the technologies needed to meet upcoming
EPA Tier 4 emissions standards for large, off-highway diesel engines. The challenge
will be to implement these systems without degrading engine performance or reliability.
By Russell A. Carter, Managing Editor
In order to comply with increasingly stringent emissions standards for offhighway diesels rated 751 hp or higher, engine builders must find ways to reduce diesel emissions to a fraction of the levels allowed by the U.S. Environmental Protection Agency (EPA) and European Union under previous Tier 1 and 2/Euro Stage I and II standards, respectively. Although >751-hp diesels were exempt from Tier 3/Stage IIIA requirements, a new set of emissions- control standards will soon apply, beginning with the EPA’s Tier 4 Interim rules in 2011 for the U.S. (and Canada), leading up to Tier 4 Final standards in 2014.
Regulatory agencies have primarily focused on the reduction of particulate matter (PM) and oxides of nitrogen (NOx). Carbon monoxide (CO) and hydrocarbons (HC) are also regulated but are inherently low from diesel engines.
According to Blake Larson, executive engineer, Cummins High Horsepower engine division, Tier 4 Final regulations “present the most significant change in mining engine technology in recent history” by stipulating a 62% reduction in NOx and 93% decrease in diesel particulate matter (DPM) from previous regulated levels. Larson spoke earlier this year at the 2009 Haulage & Loading Conference sponsored by Mining Media, publisher of E&MJ and Coal Age. The magnitude of emissions reductions called for by the upcoming standards is most easily understood by looking at the chart Larson displayed in his presentation, shown below.
The result: off-highway diesels complying with the new standards will be much “cleaner” but more complex—and the technology employed to achieve the necessary levels of emissions control will require greater attention to engine fluid contamination. Newer diesel engines are much more sensitive to dirty fuel or oil, and internal damage may occur much more quickly than with previous engine designs. According to some experts, the mandated transition to ultra low-sulphur diesel fuel (ULSD) exacerbates potential problems in this area.
There are a number of available technologies that will enable engine builders to meet future emissions control standards. Key to their implementation, said Larson, is an approach that takes into account the concerns of three major engine stakeholder groups: owner/ operators, original equipment manufacturers (OEMs), and the engine suppliers themselves. Owner/operators, for example, are mainly interested in obtaining high engine reliability/durability, power density and fuel efficiency. OEMs want minimal impact from new-engine installation requirements, a more-or-less universal design to allow engine use in different areas of the global market and robust features that can stand up to the toughest duty cycles. Engine manufacturers, for their part, must deliver a proven engine platform that can meet regulated emissions levels while providing equal or improved performance.
Cat has equipped its newest haul truck models, the 797F and 793F, with 20- and 16-cylinder versions of the C175 platform. On both trucks, engine design includes four turbochargers, an air-to-air aftercooler and an electronically controlled common-rail fuel system. And, as reported in last month’s issue, Cat notes that every new 793F and 797F will have the same emissions footprint regardless of where the truck is sold. “We could have placed noncompliant engines in less-regulated regions, but that goes against our code of social responsibility,” said David Rea, global marketing manager-mining trucks, Cat Global Mining.
Aftertreatment Lies Ahead
High-horsepower engine manufacturers
have depended on electronic controls,
air-flow improvements, internal combustion
optimization, advanced fuel delivery
systems and other engine-design
solutions to comply with Tier 2 standards,
but the consensus among diesel
suppliers is that exhaust aftertreatment
technologies will be necessary to lift
emissions control to Tier 4 Final levels.

Not surprisingly, there are tradeoffs involved in each technological choice. For example, Larson explained, Cooled Exhaust Gas Recirculation (CEGR) can help control engine NOx emissions. In CEGR, gas is collected from the exhaust manifold and cooled, and then a mixture of the cooled exhaust gas and fresh air is introduced into the combustion cycle. This approach requires an exhaust gas cooler or heat exchanger, an exhaust gas valve and mixer, and sophisticated turbocharging to provide precision control of airflow at all engine speeds and loads while also furnishing the necessary pressure differential to drive the exhaust gas recirculation process.
The tradeoffs: High-capacity cooling fan and radiator/charge air packages will be required to dissipate the additional heat absorbed by the engine coolant in the CEGR process. There is also increased complexity of air handling equipment, and other concerns include increased cylinder pressure and higher fuel system injection pressure to control PM emissions.
Another promising technology, Selective Catalytic Reduction (SCR), uses ammonia and a catalyst to transform NOx in exhaust into nitrogen and water. A reductant is added to exhaust flow to create the reactions in a catalyst chamber. The process employs liquefied urea and has been proven in onhighway European applications. Key components for successful SCR include an air handling system optimized to accommodate an increase in exhaust back pressure, plus urea handling and injection equipment, a catalyst chamber and temperature/NOx sensors.
Issues with SCR range from the packaging and installation of the required equipment and urea availability and handling, to SCR catalyst life in off-highway applications and unwanted “ammonia slip,” or release of unreacted ammonia.
Ran Archer, mining sales manager for engine builder MTU Detroit Diesel, asserted in his H&L conference presentation that SCR generally provides better fuel economy than EGR. SCR technology is less sensitive to sulphur content in diesel fuel, which can vary widely around the world. On the downside, SCR systems use urea which must be stored onboard and will require routine replenishment. Urea consumption is approximately 5% by volume of fuel consumed. Although urea is relatively common in Europe for on-highway applications, distribution of urea for mining applications is virtually nonexistent. And, he noted, all aftertreatment components increase the engine’s “space claim” within the equipment.

Although the DPF-DOC combination can be used in association with NOxreducing technologies such as CEGR and SCR to meet Tier 4 Final emission limits, engine designers also must deal with other issues, such as coping with variable exhaust-backpressure levels as the DPF fills and regenerates; as well as requirements for precise, duty cyclebased control of temperatures and dosing frequency for regeneration. Overall DPF life in off-highway applications is also an unknown variable at this point.
Bulking Up for
Fuel Efficiency
Roger Miller, Director of OEM Sales,
Kaydon Filtration, warned attendees at
the H&L conference that issues with
haul-truck engine reliability may proliferate
due to engine-design changes
aimed at improving fuel efficiency and
emissions control, along with a transition
to ULSD fuel and possible inattention
to engine-fluids anti-contamination
measures.
Potential problems, said Miller, begin at the fuel-specification level. Some ASTM diesel fuel specifications, for example, haven’t changed since 1947, and current specs allow a level of solids and water contamination that can have significant effects on engine reliability. Miller highlighted, as an example, a large copper mine in the U.S. that uses 30 million gallons of diesel fuel annually; with specificationallowable solids contamination and water content levels, this would amount to as much as 125,000 lb of dirt and 30,000 gallons of water reaching mineequipment fuel tanks annually.
In addition, mandated low-sulphur diesel (LSD) and ULSD fuels are more water-friendly than previous fuels, and provide less lubricity due to the extra refining needed to remove sulphur content. This reduction in fuel lubrication capability can be deleterious to highpressure pumps and injectors.
Even though oil companies claim to filter fuel from their refineries to remove contamination down to 2 μm, the opportunities for recontamination in the distribution chain are many, according to Miller. Poor on-site housekeeping practices add to the problem, and can be multiplied manyfold in remote regions or developing countries. Putting full faith into onboard filtration systems can backfire as well. With filter component size limited by space requirements on mobile equipment, a filter’s dirtretention and water-removal capacity can be rapidly depleted and the filter may go into bypass mode. Most modern fuel control systems will not allow a machine to run with plugged filters.
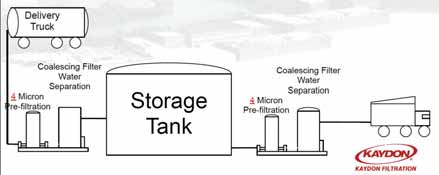
As a wide-ranging solution to these problems, Miller recommended bulk diesel fuel conditioning, which he defined as “filtration of diesel fuel in a single pass at high flow rates in order to deliver ultra-clean and dry fuel to onsite terminal storage tanks and/or, most importantly, to the working fleet of equipment.”
Kaydon supplies both fuel and oil conditioning systems suitable for use in high-volume mining applications. According to its product literature, the use of bulk fuel conditioning in fuel offloading and fuel forwarding lines removes the burden of contamination removal from onboard filters, providing fewer fuel-related maintenance incidents and extending vehicle operational time.
Recently, said Miller, Kaydon assisted a large South American mine in upgrading its fuel conditioning strategy, with highly positive results. After implementing a two-part strategy that included installation of a bulk fuel conditioning system with a coalescing unit for water removal, strict use of OEM-provided fuel filters, close adherence to recommended filter changeout intervals, and fuel tank drainage every 500 hours or three months; and onboard protection including a 10-μm primary filter, 4-μm high efficiency secondary filter and onboard coalescer, the customer reported a drastic drop—from 96 to 22 over a 90-day period—in lowpower maintenance calls arising from plugged fuel or air filters, while actual downtime dropped from 287 to 30 hours in the same period. This, reported the customer, represented 3-1/2 “truck days” recovered per month, or 43 truck days per year.