
An Ardvarc HMI touch-screen installed in the cab of a rotary blasthole drill.
Fully Automated Blasthole Drilling Becomes a Reality
Drill control system that was originally developed to improve fragmentation also
allows the operators to avoid dangerous highwalls
By Steve Fiscor, Editor-in-Chief
The Ardvarc (Advanced Rotary Drill Vector Automated Radio Control) system is one such system. It has recently gained the attention of the metal mining business and it’s attracting more attention on the coal mining side of the business. Working in conjunction with one of its customers, Flanders Electric developed the technology for Ardvarc and commercialized it in 2005. Then they took the technology one step further and developed different levels of sophistication for the drill control system.
The system has three configurations. Ardvarc is the basic system followed by Ardvarc with One-Touch and Ardvarc with Auto Propel. Ardvarc basic is a drill management system that provides users with production data, machine health data and GPS positioning. The auto-drill system provides all the data and functionality of the data management system with the One-Touch drill control. The Auto Propel system combines an automatic propel and positioning system, and an option for remote autonomous operation capabilities system with a One-Touch package.
Currently a few drills are using the Auto Propel system. More than 25 drills have been equipped with One-Touch systems worldwide. While all of the applications are copper mines in Arizona, Indonesia and an earlier version in Chile, other metal mines and some coal operators have expressed an interest, explained Mike Casson, director-international operations, Flanders Electric. “The big payoff for this system is improved fragmentation and 20% to 30% productivity increases on the metal mining side, but we do have some customers looking at it simply for the safety aspect of remote operations near highwalls,” Casson said. Remote operation of the rigs allows the operators to get close to the toe or the edge without worrying about a highwall failure.
So far, the adoption rate at the mines would be what one would expect. Younger tech-savvy operators grasp the system quickly. More experienced hands question the system, but can’t ignore the results. The machines interpret a preprogrammed blast design and consistently drill the entire round with little or no human interface. In the process of doing so, the system anticipates and corrects the drilling process, reports the drill’s performance and its health, maps the strata, and provides customized reports for both maintenance and production.
System Overview
The Ardvarc with One-Touch drilling control
system is currently the most popular
option. The Ardvarc Auto Propel system,
which provides complete autonomous drill
control, is on a few machines and getting
more attention. “The Ardvarc drill control
system provides blasthole drillers the ability
to operate the machines in data collection/
GPS positioning mode, semi-autonomous
mode or fully autonomous
mode,” said Curtis Stacy, manager, advanced
products group, Flanders Electric.
“By fully autonomous, we mean no operators
on the machine and zero human
interaction aside from determination of
the drill order of the holes.”
Semi-automated drilling consists of the machine operator propelling the machine manually to each hole location. Then, the operator simply presses one button on the operator interface which initiates the One-Touch drill cycle, which includes leveling, collaring, drilling, retracting drill bit and retracting the jacks. “Once the cycle is completed, the operator changes the machine to propel mode and simply moves to the next hole location and restarts the process,” Stacy said. “At any time, the operator may take control of the automated process and then return the machine to automated mode.”
Likewise, if an operator is trying to do something that he shouldn’t, Ardvarc provides a message explaining why he can’t and what he needs to do. For example, if the operator tries to lower the boom and the drill bit is too low—which would wreck the deck—he would get a message telling him to raise the bit to a safe limit before the actuator would allow other actions to take place.
The Auto Propel system provides the full range of autonomous control including hazard and obstacle detection and mitigation, and a full remote monitoring station. This system architecture allows the operator to be removed from the machine and placed in a safe location, Stacy explained. “Up to five machines can then be monitored by one operator from a remote monitoring station,” Stacy said. “The remote operator needs only interface with the machine to tell it in what order the drill pattern should be drilled.”
Once the drill pattern sequence is determined, the Ardvarc drill control system takes over and completes the programmed drill sequence. This remote operator system is currently implemented on three Atlas Copco PV271 machines at a copper mine in southeastern Arizona.
Each Auto-Propel system also includes a short range remote control. This will allow the operator to be hundreds of meters away from the drill if drilling must be done below an existing highwall (rock fall danger) or on top near the edge of a potentially unstable highwall (danger of machine rolling off into pit or a lower bench).
The technology for the Ardvarc system was developed by Flanders’ mine technology group. “We have since spun off a specialty group called the Advance Products Group that is working on high tech applications such as radio controls, wireless technology and collision avoidance systems,” Casson said. “This is technology for both mining and military applications. It does, however, lie outside the realm of what many mining customers normally associate with Flanders Electric. The depth of our engineering services is often a surprise.”
Drill Control Systems?
Flanders Electric is more commonly associated
with designing and building motors
for the mining business. “Originally we
were looking at motor issues on the drills
and we found that it was more of drive
problem, not a motor problem,” said
Jarrid Cima, APG Software Systems manager,
Flanders Electric. “The operators
were burning up the fields on the motors
due to the drives. We developed a torqueregulator,
which is a drive replacement
and we changed the controls a little.
Because we were getting into the various
aspects of the drill and what it does, we
knew we could create auto drill and we
continued to build on it, adding GPS to
teach the drill where it’s drilling and then
we added auto-propel.
The system uses various algorithms to detect whether the hole is getting plugged and when to back off and raise the bit. A sensor-less vibration detection system monitors the bit and it can tell when it will get hung up in the hole. “One of the major problems with drilling is hole caving where a rock falls from the side of the hole and blocks retraction,” Cima said. “We will retract the bit and give the air time to bail cuttings and let the drill bits grind the cuttings.”
Several innovative automation features
have been programmed into the
system, including:
• Stuck pipe mitigation—Dislodges the
drill steel in poor drilling conditions;
• Hole quality assurance—Monitors the
drill bit as it is retracted to ensure the
hole is properly drilled;
• Hole collar quality management—
Properly collar the drill hole every
time;
• Rotational stall protection—Protect
the rotation system against stall conditions and mitigate the root cause of
the problem;
• Proper auto level each time—Level to
within 0.1º 95% of the time;
• Failing hole protection—Uses rotational
torque, air pressure and other drill
parameters to detect and mitigate
failing holes before they fail;
• Dynamic drill parameters—Drill parameters
change as the ground conditions
change.
“Our systems have drilled thousands of feet of holes and have never bent a steel,” Cima said. “That also includes not tramming the drill with the steel still in the hole, which creates hours of downtime and can shorten a driller’s career.”
The Ardvarc system can be used on any machine, electric or diesel/hydraulic controls. The trailing cable on electric drills can complicate the auto-propel function but that can be mitigated with the use of a cable reel, Casson explained.
For health monitoring and data collection only, the existing machine control system provided by the OEM is used. For Auto Drill applicatons, all hardware supplied by the OEM with respect to the control of the machine is removed and then replaced by the Ardvarc hardware set. That hardware set consists of an Allen-Bradley Automation controller and a PC with Windows XP operating system, 15-in. hibrite touch panel display, and the Human Machine Interface (HMI) software.
“The Ardvarc control hardware has been proven to be extremely reliable,” Stacy said. “To date, with more than 25 machines operating in the field for more than four years, Flanders has replaced less than 15 components. The total cost of replacement components has thus far been less than $25,000.” This excludes Ardvarc PCs and Touchscreens which have an average life expectancy of about 24 months at a mine.
Hydraulically controlled drill rig systems use HKT hydraulic actuators and all electrically controlled machines use Flanders Torq-Reg DC drive systems. All Ardvarc drill control systems can use any high precision GPS solution currently on the market today. The more common systems being used are Novariant, Trimble and Novatel.
All of the software for the Ardvarc control system software was developed by Flanders Electric. It can be broken up in three major components: control software, HMI software and the office server. “The control software controls all major functions of the machine, provides data collection interface to the real world, generates the data, and provides all automation programming, including drilling and tramming,” Stacy said. “The HMI software provides an interface between man and machine, detailed system health information, a data collection service that stores data generated by the PLC in a SQL database, and an interface to the GPS system.”
The office server provides an interface between the mine planning department and the Ardvarc system. It is used to send blast design pattern parameters to the systems, using data exported from any mapping or drafting program via Internet Explorer. It provides a real-time interface to the drill systems via the Webserved pages. The system can also be used as a remote monitoring station for fully automated drill control.
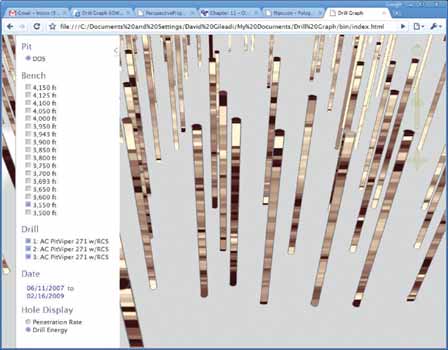
Productivity data is recorded in three relational tables: hole-by-hole data, hole data, and shift data. The hole-by-hole data assesses the design vs actual hole location using a geo-coordinate system. It calculates the drilling times by totaling the time for leveling, collaring, drilling, retraction, resetting, and propelling to the next hole. It monitors the GPS system status and the automation system status, and gives basic hole production data.
Hole data is recorded on a foot-byfoot (or 0.3- x 0.3-m) basis. The data represents the hardness of the strata during the penetration of the last foot of ground. It provides a 3-D (isopach) map of the strata showing actual ground strength at a 1-ft resolution. “Every foot we are recording the hardness of the rock,” Cima said. “In reality we are measuring the energy required to drill that foot of rock. The mine can correlate the energy data that with the rock and prepare proper powder factors for the blastholes.”
The shift data table records totals for any given shift and provides a rapid means of looking up data and creating simple reports.
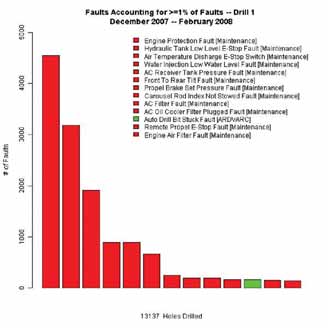
Machine health data is collected as faults occur on the machine. This data can later be analyzed for problem solving and RCA. Targeted PM plans can begin to take shape as data analysis becomes more prevalent in the mine maintenance departments.
“We are tying into the engine and all of the systems on the drill,” Casson said. “We’re not just monitoring the torque regulator, we’re monitoring the entire drill.”
The machine health diagnostics system is really important to the maintenance department and their ability to maintain drill uptime. “Technicians can enter comments on any of the faults on the machine and that knowledge is passed along from one shift to another,” Cima said. “The next maintenance crew working on that fault gets those notes. The same holds true for parts. If they get a faulty sensor, they will note the fault along with warehouse part number for future reference.”
Additionally, performance of maintenance groups can be tracked by looking at the number of faults over time. If maintenance is working correctly, the mine should see a decrease in the number of faults occurring on any given machine over time. Because the data is stored in a SQL database, any of the data tables can be customized to suite any specific needs.
System Performance
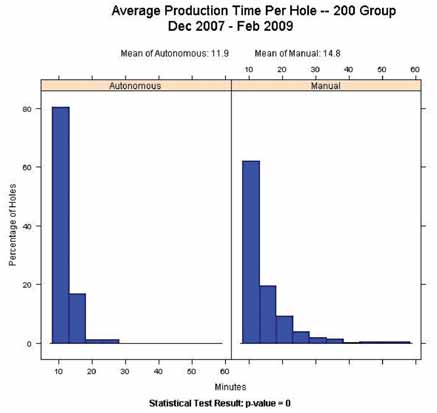
When Flanders was developing the system,
the company set some internal production
goals. One was to achieve a performance
level 100% as good as top producing
human operators while operating
the machine in automated mode. The bar
chart illustrates the increase in
production when operating the machine
in automated mode vs operation in manual
mode. “As can be seen from the
chart, the automated system is not only
more expedient but is also more consistent
resulting in less variability in the
drilling process,” Stacy said. “This is
seen throughout the various auto drill
processes as the machine control system
consistently performs the same functions
over and over in the same manner. The
automated system resulted in a 3.1
minute reduction in total cycle time (from
touching the ground to retracting the bit
back to the top of the mast). This equates
to a 20% increase in productivity.”
From the onset, the engineers at Flanders decided that the system must not self-destruct and it must be able to diagnose its own problems. “The concern any time a process is automated is the possibility that the equipment will damage itself in the pursuit of higher productivity,” Stacy said. “To date, Ardvarc drills have had no significant property damage caused by the automation system. This is achieved by a proactive protection system that is integral to the machine control system. We have had excellent success in training mine mechanics to use the Ardvarc diagnostic tools that are on board the machine.”
Adoption rates so far have been hit and miss, Cima explained. “New operators love it,” Cima said. “Some of the more experienced operators naturally question the system. At one of the mines, part of their scoring on operator performance is judged by how often they use the system automatically or whether they are trying to drill the hole themselves.” Already performance data has demonstrated the relationship between automation and machine availability on three machines operating in the same mine. As the percent of utilization of the automation system increases so does the availability of the machine.