
The new Cat 797F offers a 13% advantage on cycle times over the standard Cat 797B.
Cat Unveils the New F Series Haul Trucks
The latest line includes an electric drive option and higher horsepower engines for
the mechanical drives
By Steve Fiscor, Editor-in-Chief
“Our investment in the F series truck is monumental, even for Cat,” said Al Frese, product support manager, Cat Global Mining. “Never before have we updated an entire truck line in such a short period of time and brought so much value to the customers. At the same time, we have not taken our eye off of technology either. Our goal is to be the leading company in mining technology.”
The 793F and the 797F have now accumulated more than 75,000 hours of field testing and have proven their performance capabilities and their durability. The new Cat C175 engine that powers them has racked up 130,000 hours of field testing in mining trucks and more than 120,000 hours in power systems. It also meets U.S. Environmental Protection Agency (EPA) Tier 2 emissions standards. Because of the success of these field-follow programs, the 793F is targeted to go into full production within a few months and the 797F later this year.
Caterpillar engineers have been testing two 795F AC prototypes, including the truck shown at MINExpo, at the Tucson Proving Grounds. The 345-ton-capacity (313-metric- ton-capacity) 795F AC will enter a new size class for Cat, and, as a result, the primary focus of the the company’s AC electric program has been on the 795F AC. The commercial launch date will be defined as the field-follow program progresses.
The C175 promises longer life between rebuilds, lower sound levels, improved altitude capability and improved fuel consumption compared to the 3500 Series engines it replaces. The company believes that mechanical drive mining trucks will satisfy the needs of the vast majority of mining operations. But as the only manufacturer of 200-ton (181- mt) and larger mining trucks with both mechanical drive and electric drive systems, Cat will soon be able to offer trucks that address all mining company preferences.
Mining Truck
Development Strategy
Cat has learned a lot about mining trucks
over the years. Since 1975, the company
has built more than 20,000 of them.
“When we decided to launch this next generation
of trucks four or five years ago, we
visited more than 100 customers around
the world,” said David Rea, global marketing
manager-mining trucks, Cat Global
Mining. “We sat down with a wide variety
of customers—maintenance personnel,
operations managers, production superintendents,
purchasing managers—to understand
their needs.”
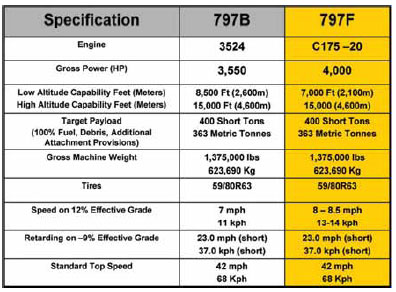
In 2002, Cat announced the 797B series, which was Tier 1 compliant with service and braking improvements. The power on the truck was increased to 3,500 hp and the top speed increased to 42 mph. Seven years later (2009), the 797F has a new 4,000-hp 20 cylinder C175 diesel engine. Top speed remained the same.
While he freely admits he’s excited about the F series 797, Rea explained that Cat is already working on the next generation 797. “We have the 2015 target from the EPA on Tier 4 Final emissions that we are working toward,” Rea said. Since the 797’s debut in 1998, Cat has sold nearly 500 units.
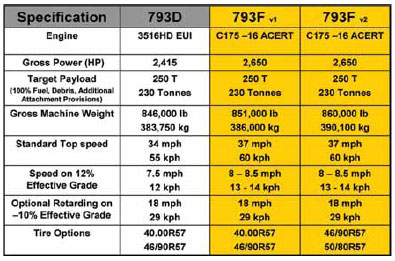
The D series was the last upgrade announced for the Cat 793 in 2004. Similarly, it had a Tier 1 compliant engine. The power on the truck was increased to 2,415 hp, which took the top speed up to 34 mph. The Cat 793F has a 16-cylinder, 2,650-hp C175 engine and many of the same features included on the 797F. It has a top speed of 37 mph. Likewise, Cat is already working on the next generation 793. Since the Cat 793 haul truck’s introduction in 1991, more than 3,000 units have been sold.
“We had some very aggressive targets for extending component life, better fuel efficiency, and additional productivity,” Rea said. “In 1991, when we launched the 793, the benchmark was 6,000 SMU hours per year. Today, 6,000 hours is not world class. We have customers now targeting 7,200 hours.”
Many mining companies have set a safety goal of zero incidents and Cat is committed to helping them achieve it. A number of the changes and modifications to the F series trucks resemble the list of 15 priorities set by the Earth Moving and Equipment & Safety Roundtable (EMESRT), a joint safety initiative between mining companies and equipment manufacturers, to take safety to the next levels.
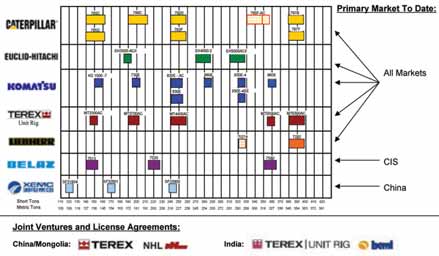
When haul trucks are plotted against payload capacity (See Figure 1), an obvious gap existed between the Cat 797 and the Cat 793. “With the 797, we really took a significant step in haulage capacity of a mining truck,” Rea said. “We have filled that gap with the 795 AC electric drive truck.”
Cat is not abandoning mechanical drive haul trucks in favor of electrical drive systems. Mechanical drive still provides superior drive train efficiency, Rea explained. “Even with the new Cat AC-drive truck and all of the new advancements, mechanical drive trucks still provide the best power train efficiency, which means less power to travel at the same speed or higher speeds at the same amount of power. Better efficiency also translates into less fuel consumed.”
For the most part, the Cat mechanicaland electric-drive trucks are very similar, they have the same tires, final drives, etc., except for the large inverter box and retarding grid. These features make the 793F AC truck about 10 tons heavier than the 793F, which is 10 less tons of payload.
Electric drive components are also more expensive. “With the advancement of AC drive components, they provide better power train efficiency—not as good as mechanical-drive power trains—but certainly better than DC and they are definitely more expensive,” Rea said.
AC-drive trucks do have some specific performance advantages. The top speed on the flat is higher than a mechanical drive (40 mph vs. 35 mph). The reality, however, is that most mines have a posted speed limit that is lower than the top speed of both.
An AC drive has a higher retarding speed. Fully-loaded traveling downhill for a long distance, an electric-drive truck will have an advantage over a mechanical-drive truck. “Our research shows that those downhillloaded applications are usually in the mountains with snow, rain and poor visibility,” Rea said. “The mines are unable to take advantage of the published performance capabilities. In effect, we have actually found the opposite to be true. Because a mechanicaldrive truck has four-corner braking, oilcooled disc brakes and traction control, the miners are more comfortable traveling at faster speeds fully loaded downhill.
“Nevertheless, customers have asked us for an electric-drive truck and we believe there are some unique applications where it will provide a cost per ton advantage,” Rea said.
Rather than partnering with an AC-drive supplier, Cat decided to develop its own integrated AC-drive system. The Cat designed alternator is technology developed from the company’s power generation business, which has a core competency in alternators. For the power inverter, however, Cat reached out to Mitsubishi, which is the largest supplier of inverters. “Cat has had a relationship with Mitsubishi dating back 25 years,” Rea said. “The inverter will be painted yellow and supported by Cat.”
There are some obvious differences between the Cat system and competitive systems. What probably stands out the most is the retarding grid. The industry standard is a big box that sits opposite the cab. Cat is using a radial design. They found they had better efficiency. They could save weight and it runs more quietly. For those that expect to hear the squeal of the retarding grids, they will be pleasantly surprised at how Cat has modified the shroud and louvers to reduce the spectator sound.

Also, separating the two has improved the serviceability of the truck. The standard expectation for component life is about 30,000 hours for an alternator and 20,000 hours for an engine. “It varies based on load factors, but it’s rare that the alternator would have the same component life as the engine,” Rea said. “If they are connected, you have to remove both of them to service one or the other.”
The wheel motors were designed and built to Cat specifications and integrated into the electric drive trucks. They are mounted to the rear axle, which improves serviceability. “We have an all new high speed final drive using a ring gear, which gives longer life to the final drives,” Rea said.
The cooling system for the drive train is hydraulically driven. “This will be demand driven cooling,” Rea said. “In artic application or on cooler days it reduces the parasitic load.” Cat is using its four corner oil-cooled disc brakes technology on the 795F AC.
On the Cat 797F, the C175-20 ACERT engine has a single engine block and is the heart of the new truck. It displaces 5.3 liters (323 in3) per cylinder—for a total displacement of 106 liters (6,458 in3). On the Cat 793F, the C175-16 diesel engine displaces 5.3 liters (323 in3) per cylinder— for a total displacement of 85 liters (5,187 in3). The C175-16, with a 20% torque rise, allows the 793F to climb steep grades at productive speeds and to effectively negotiate poor underfoot conditions. The electronically controlled cooling system incorporates a Mesabi radiator featuring a flexible-core design that is extremely durable and easy to service.
On both trucks, a cross-flow engine design uses four turbochargers, an air-to-air aftercooler and an electronically controlled common-rail fuel system, which precisely delivers multiple injections in a single combustion event. These electronically controlled systems account for much of the high power density and low emissions and contribute to the 797F fuel efficiency and responsive performance. By raising the level of the turbos on the C175, they now sit above the fuel and hydraulic lines. “In the event that a line ruptured, there is no opportunity for that fluid to get inside the turbo,” Rea said.
The Vital Information Management System (VIMS) provides machine health and payload data, plus easy access to diagnostic and machine management information. “We have a common cab for the 793F, the 795F, and the 797F,” Rea said. “By moving the VIMS to the right, Cat has increased the amount of glass in cab by 40%, which improved visibility by 15%.”
An angled, center-mounted instrument panel and a center console are the dominant features of the new cab. “On previous generations, the operator would reach down on the left-hand side and pull a switch to raise and lower the body,” Rea said. “We now have an electronic hoist control positioned at the center console on a 45º angle along with the shift lever. We also eliminated the park brake switch.”
A choice of four Mine Specific Design (MSD II) body options are available for the 797F. The 793F is offered with three body options: X-Body; MSD II; and Gateless Coal Body. The X-Body is designed primarily for new mine sites, where materials of different densities frequently must be hauled.
“On the 793F, we have moved the steering tank, air system, and batteries to provide more space opposite the operator’s station,” Rea said. “We also reduced the weight of the hood.”
A 600-mm-wide (24-in-wide) stairway and walkway, assist safe entry and exit. The previous industry standard was 400 mm and Cat increased it by 50%. “The reality is that miners are getting bigger and they need more space to crawl onto the machine, especially when they are carrying coolers or backpacks,” Rea said.
The F series trucks also have several feature geared toward environmental sustainability. The improved fuel efficiency of the C175 reduces the truck’s carbon footprint. Ecology drains on the filters improve serviceability and prevents spills. “We have doubled the filter life, reducing consumables,” Rea said. “We have extended the PM interval with oil renewal system and we use Cat remanufactured components.
“Every Cat 793 and 797 will have the same emissions footprint regardless of where we put that truck,” Rea said. “We could have placed noncompliant engines in less-regulated regions, but that goes against our code of social responsibility.”
It would have been easy for Cat to put the skids on this program when times became tough, but the company remained committed to this next generation of trucks. “With the introduction of the electric- drive trucks and the modifications that we have made to the mechanical drive trucks, we are very excited about being able to have a truck that will meet every customer’s need in any application,” Rea said.