
In many regions, even simple camp kitchen waste (primarily food waste) can
negatively impact local wildlife populations. This can also create a hazardous
situation for workers if these are also dangerous predators.
Mine Camp Waste Disposal Now has High-Tech Options
The trend is away from permanent environmental legacy methods such as landfills,
or depending on possibly risky third-party disposal
By Jean Lucas
In many countries, the landfills are not modern, engineered facilities; rather they are ill-planned, improperly constructed and poorly maintained dumps. By using these facilities, mining companies are actually contributing to local environmental problems and exposing themselves to future liability. Also, these mining companies will have relinquished their control over the handling and proper disposal of the waste by trusting a local waste hauler to act responsibly and deliver the waste to the dump and pay applicable fees—rather than short-cut the process by illegally dumping the waste somewhere else.
To avoid these issues, many mining companies opt for an onsite landfill, long perceived as the simplest and most inexpensive solution. However, meeting today’s standards of an ecologically sound, engineered landfill is neither simple nor cost-effective in remote locations. Regardless of the size and location of the property, it may not be possible to find a suitable area to create a landfill. Landfill sites are not compatible with many terrains, hydrogeologic and climatic conditions including but not limited to permafrost, marshland, spongy soils, flooding, high rainfall and high water tables. Even when these factors are not present, the long-term legacy of the landfill must be considered.
Mine closure plans are centered on returning the land as closely as possible to the original state before the mine was built. A landfill is not conducive to mine closure plans as it is a permanent feature that will forever alter the landscape in which it is sited. Over time the landfill will become more active as the waste decomposes; which can produce airborne pollutants such as methane gas—a powerful greenhouse gas. In order to properly care for the environment, and to avoid a possible explosion, these gases should be collected and flared off, or recovered. It is also possible for the landfill to generate toxic liquid by-products over the longer-term such as leachate and/or run-off; which should be collected and treated to avoid contaminating the local receiving environment. These are long-term legacies that mine developers, regulators and other stakeholders are becoming aware of and looking to avoid.
Food waste is a huge attractant to a range of insects, birds, rodents and animals. This attraction upsets their normal behavior and may change migration routes, and breeding patterns. Large animals can become dangerous predators, posing a safety hazard to everyone on-site.
A modern, advanced technology incinerator can be the basis of a pollution prevention approach to waste management. The incinerator allows the company full control of the disposal of waste which is dealt with immediately rather than buried in a landfill for future generations to deal with. With proper incineration, waste is turned into non-toxic, non-leaching ash residue that will represent less than 10% of the original volume prior to incineration. The residue can be deposited safely with other inert materials. Metals and glass, if comingled, are preserved and can be recycled, if practical.
Liquids from vehicle and equipment maintenance is another common waste material that is expensive and inherently risky to deal with. In urban areas waste oils and glycols can be sent for recycling at minimal cost. However, in remote locations recycling facilities do not exist nearby and transporting the material to such a place is logistically challenging.
It should be noted that mines often allow local populations to re-use high-quality materials such as clean hardwood; which is a great practice to reduce waste and conserve resources. However, packaging materials that have been in contact with toxic chemicals such as pelletized cyanide could pose a serious health threat and should never be re-used. The immediate destruction of these packaging materials can help to avoid inadvertent exposure and potential harm.
High-Tech Solution
Incineration is one solution that can manage all of these waste
materials on-site. Incinerators today have evolved tremendously
from those of the past with modern incinerators being very clean
burning and producing no visible emissions. A new, properly engineered
incinerator is a negligible point source of air pollutants,
meeting very strict environmental standards. How is this possible?
It has long been established that clean burning requires a properly engineered and controlled dual-chambered incinerator. Old style, crude incinerators or burn barrels merely contain the waste for burning and although the waste may have been thoroughly reduced to ash, the burning still produced a lot of smoke and pollution. Unfortunately many remote locations still employ burn barrels. Replacement of the burn barrel with a properly designed incinerator is a significant step forward in terms of the resulting air emissions. The dual chambered incinerator evolves the burning of waste through the addition of a second stage to contain the products of the waste combustion (smoke) and expose them to the “Three T’s” (time, temperature and turbulence). Most of the products of combustion are hydrocarbon-based and act similarly to other hydrocarbon fuels. When these products of combustion are exposed to oxygen and mixed at high temperature they are able to fully combust. Complete combustion eliminates smoke and produces no visible emission. Although not visible, many combustion processes create unwanted air pollution such as dioxins and furans. To avoid the creation of these compounds, the dual-chambered design must also include automatic controls to ensure that the gases endure very high temperatures, ideally 1,000°C (1,832°F) for a minimum retention time of one second. Advancements such as instrumentation and computerization with PLCs (programmable logic controllers) ensure that the correct operating conditions are constantly maintained for optimal combustion without need for operator intervention.
Advanced incinerators with superior designs produce far less pollution than their predecessors. For example, with proper design, particulate matter can be largely avoided and regulations met without the need for costly dust collection devices. However, other by-products of combustion may require scrubbing to meet the emissions standards in some jurisdictions.


Modern, high-tech incinerators with multi-chamber design produce far less pollutants than burn barrels or even older incinerator models.
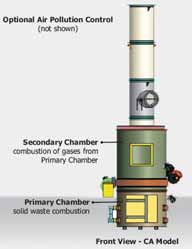
Anatomy of a Modern Incinerator
Primary Chamber: The waste is loaded into and remains in the primary
chamber; which maintains a temperature of 650°C to 850°C.
This stage involves very little oxygen and is where the waste is converted
into a hydrocarbon-based gas. It should be noted that this
stage reduces the volume of the waste by more than 90%, leaving
only ash and non-combustible materials such as metal cans and
glass bottles. These materials can be recycled post-combustion.
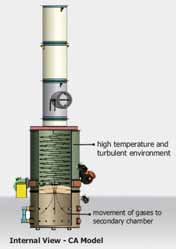
Secondary Chamber: The gases then enter the secondary chamber; which is heated to 1,000°C and is oxygen-rich. Here, the gases are burned again and held for a minimum of one second before they are released or enter the third stage (scrubber).
Main Control Panel: The entire process is computer controlled and key process operating parameters are monitored and recorded.
Air Pollution Control: If required, this stage involves the use of an air pollution control device (scrubber). It works to capture pollutants such as particulates (tiny solid particles) and heavy metals. The scrubber also neutralizes acid gases before these gases exit the stack to the atmosphere. However, scrubbers are not always required. The Eco Waste Oxidizer can produce a very clean emission without any scrubbing. The need for a scrubber is determined by the regulatory standards and the waste to be processed.
Continuous Emissions Monitoring System (CEMS): If required, this optional device provides a constant real-time measurement of the stack gases that are being emitted to the atmosphere. A sample probe in the stack is connected to an inline analyzer that analyzes the information and sends out a signal to a data recorder (in case of the Eco Waste Oxidizer, the PLC and data monitoring package). The specific pollutants that need to be measured are dictated by the environmental authority.
The system is operated in a “batch mode” over a 24 hour period, which entails a single charge or load at the beginning of the cycle, followed by combustion, ash burnout, cool down and finally ash removal. The smaller format CA model can operate intermittently processing several batches in a 24-hour period; however, it is still classed as a true batch incinerator because waste is not loaded during the combustion cycle.

Once the loading of waste is complete, the doors of the primary chamber are sealed shut and the secondary chamber fired. The system is interlocked so that the waste in the primary chamber waste is not allowed to combust until the secondary chamber is at operating temperature (1,000ºC). Once this occurs; which is usually within the first 30 minutes of the cycle, the primary chamber cycle is initiated. In this phase, gaseous products of combustion resulting from the burning of waste products in the primary chamber are allowed to fully combust in the highly oxygenated, turbulent environment of the secondary chamber.
The secondary chamber is also the location for processing flammable liquid waste. The liquid waste is blended according to factory recommended procedures for safety and efficiency, and mixed using the supplied electric stir mixer mounted on the liquid waste tank. The injection of liquid waste is metered using integrated pumps and atomized in the combustion cone with the combustion air supply; which is also controlled by the PLC in the main control panel. The secondary chamber burners will modulate down to low-fire and priority will be given to utilization of waste oils, minimizing virgin fuel to the main burner as required to maintain temperature for efficient combustion or when waste fuels are not available for firing.
The burn cycle occurs over eight to 10 hours in the ECO model or over three to six hours in the CA model, depending on the batch size and characteristics of the waste. Upon completion of the burn cycle, the cooldown phase initiates automatically and generally takes between six to eight hours. Once the cooldown process is completed, the operator will be able to open the primary chamber doors and clean out the ash. The cleanout of the incinerator is generally performed the next day prior to loading the primary chamber with the next batch of waste.
All key operating parameters will be controlled to factory preprogrammed settings using the integrated PLC. For added simplicity in operating the incinerator, the system comes with an LCD screen that provides a graphical view of entire operation displaying the status of all of critical components including alarms for any malfunctions.
It is not necessary to constantly monitor the process. However, the system has the capability to be monitored remotely by the client’s own DCS using a range of communication protocols.
Advanced incineration has progressed to the level of other critical process equipment at the mine. Technology such as Eco Waste Solutions’ Eco Waste Oxidizer offers a secure, environmentally sound means of dealing with waste commonly produced in remote mining operations.
Jean Lucas (jlucas@ecosolutions.com) is the director of business development with Eco Waste Solutions. Eco Waste solutions manufactures patented thermal waste treatment systems and is based in Burlington, Ontario, Canada.