
New final assembly facility built for Surface Miners and other special purpose machinery by Wirtgen
at the Windhagen factory.
German Equipment Suppliers Bet on Technology Though Times are Tough
Although the vital export market is down and order backlogs have shrunk, German
firms depend on high-quality production facilities and technically advanced products
to maintain their advantage when markets recover
By Kyran Casteel, European Editor
As an example, take the relatively specialized company Grammer AG, which has a seating systems division supplying manufacturers of off-road vehicles and trucks and also an automotive division. The Amberg–based firm achieved a turnover of more than €1 billion for the first time in fiscal 2008, despite declining revenues in the fourth quarter following the global financial and economic crisis. Whereas 2008 revenue from European markets fell to €729.7 million, that from Asian customers rose by 20.8% to €115.6 million and South America’s contribution rose 7.8%. In contrast, the company anticipated a 25%–30% revenue decline in first half 2009. Grammer also reduced its workforce by 6.5% to 8,908 in 2008, introduced short time working at all its German sites in mid-January 2009, and has cut a further 1,000 jobs since the end of 2008.
The larger and less specialized Liebherr Group was also able to increase turnover for 2008 to €8,408 million despite the late-year downturn. This was partly the result of increased business in the Far East and Australia region, where turnover rose by 30.2%. Turnover did increase in China, one of the group’s largest markets in the region, but growth was especially strong in Australia, Indonesia and India. Overall, Earthmoving and Mining division sales revenue rose 10.4%. However, orders received during the first three months of 2009 fell sharply and Liebherr expects 2009 sales revenue to decline, probably to the €7 billion averaged in 2006-7. The group has made compensatory changes to working hours and to employee numbers, providing assistance for some of those looking for new jobs or business start-ups.
Nevertheless both these companies, and others based in Germany have continued to put their faith in high-quality production facilities and technically advanced products and processes to ensure they maintain their advantages when markets recover.
bauma 2010 Needs Record
Exhibition Space
Economists’ limited enthusiasm concerning
the prospects for an upturn in 2010 do not
seem to have deterred construction, mining
and mineral processing technology suppliers
from exhibiting at bauma in April 2010.
As of late July, bauma 2010 Project Group
Director Georg Moller was able to report not
only that bookings received by the close of
registration in March accounted for all the
available space at the Munich Trade Fair
center but also that the waiting list of
would-be exhibitors continues to grow.
Consequently the organizer, Messe München, plans to create additional, temporary halls to increase the exhibition space available from 2007’s 540,000 m2 to a record 555,000 m2. There will also be a new, seventh entrance at the northwest corner of the site, near Hall C1, intended to relieve pressure on the West Entrance near the rail station. Walking between the north and south open-air sites will be easier as the road will be closed to traffic and the sight lines improved.

In the first instance, the authors pointed out continuous mining technology can make the best of its advantages where drill and blast systems perform at limited efficiency. This is the case whenever narrow veins and reefs are mined. In an effort to achieve high selectivity, small mine operators limit the advance per round and increase the specific consumption of explosives. At the same time, the confined mine workings limit the applicability of mechanized equipment for drilling and loading, especially in reef-type deposits. One important group of narrow reef deposits is mined by the South African platinum mining industry.
If continuous mining can be performed cost-effectively utilizing Activated Cutting Technology, it will provide further benefits. Safety can be improved through elimination of blasting hazards, withdrawal of operators from potentially dangerous areas by using remote control, and protection from roof falls if mobile roof supports are integrated with the mining method. Selectivity can also be enhanced since the cutting system can be used to mine thicknesses of as little as 0.9 m, which may significantly reduce ore dilution if narrow seams are mined. Productivity will rise where the mine integrates cutting, loading, haulage and support steps into the continuous mining system; full mechanization of the process should eliminate the need for manual operations.
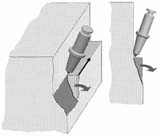
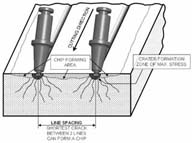
Applied already in the mid-1960s, the so-called undercutting method makes use of the fact that the tensioning and shearing strength of rock is generally less in terms of magnitude than the compressive strength. The undercutting process can best be described as chipping towards a free face (Figure 2). The fact that cutting forces and, in turn, tool wear are already significantly lower in undercutting compared with conventional frontal attack makes this method more suitable for economic cutting of hard rock. At the same time the machines to be used can be more compact as the reactive forces will be comparatively low. Nevertheless, this method has not yet achieved broad commercial use.

The ADS Hard Rock Miner
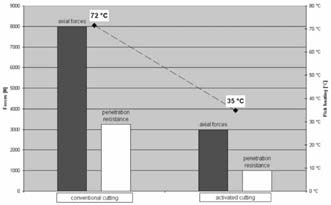
Cutting tests performed on Bucyrus’ test
rig demonstrate the effect of activation.
The tests have been performed cutting the
same test rock with identical feed speed
and cutting depth. As indicated in Figure
4, both axial forces and cutting resistance
drop significantly once activation is
applied. According to the test results, an
activated cutting machine can be even
more compact than the conventional
undercutting model and requires less
bracing.
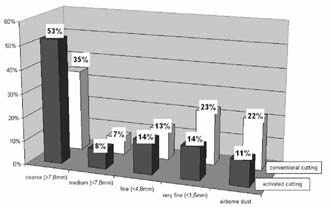

A second indication of the improved cutting efficiency of the activated undercutting method is provided by the size distribution of the cut material: fine debris indicates that high energy has been induced by the cutting process. When comparing material size distributions resulting from cutting by the different methods, the benefit of activation is evident in the smaller amount of dust and greater portion of coarse material in the material cut by this method (Figure 5).
The Bucyrus ADS (Activated Drum System) method is based upon two distinctive movements of the cutting drum: rotation with overlying oscillation (Figure 6). Here the speed of oscillation has to be considerably higher than the rotational speed in order to achieve the necessary momentum of percussion and the shortest possible contact time between tool and rock.
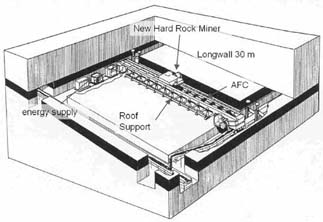
An ADS Hard Rock Miner test machine was built for underground trial in a hard rock mine (Figure 7). In a longwall-type environment this machine rides on top of an AFC (Armored Face Conveyor) along a 30-m-long face, similar to a shearer in a coal application. The miner is equipped with one cutter head, cutting the 0.9-m strip in a single pass. To complete the continuous mining system, chocks are installed to support the hanging wall and to advance the AFC.
This test machine was designed with the main focus on optimization of the cutting process rather than maximum production capacity. Even so, testing has proved that the machine can cut not only the reef but also the surrounding rock, the latter being an even greater challenge on account of its hardness. The results of the underground testing verify the test rig results with respect to the favorable durability of the cutting tools. The integrated control system enables the ADS miner to perform a complete pass without operator interaction but the machine can also cut under radio remote control. The longwall system as a whole provides a high level of safety as the operators usually do not have to enter the face during cutting. If they do, they will be protected by the integrated roof support system and they can stay on the fresh air side of the miner by using the remote control.
In summary, the authors state that the underground trial has already demonstrated the technical and economical feasibility of ore extraction by means of activated undercutting technology. This will, in the very near future, allow the hard rock mining industry to make use of continuous mining technology in order to improve productivity, profitability and working conditions, at least in the particular environments of thin reefs and narrow veins.
TowerMill Grinding Contract
for Karara Iron Ore Project
The Hardheim-based Eirich Group has
announced that Nippon Eirich of Narita,
Japan is supplying the Karara Iron Ore
Project with five KW 1500 TowerMills for
fine grinding the ore down to 35 microns.
Australian company Gindalbie Metals Ltd.,
along with its Chinese joint venture partner
AnSteel, is developing the project, which is
located in the midwest region of Western
Australia, about 200 km east of Geraldton.
Karara will start-up as a hematite operation,
later becoming a substantial, long-life
magnetite operation with the potential to
produce 30 million mt/y for more than 35
years. The project is expected to deliver
some 10 million mt/y of iron products,
comprising 8 million mt/y of high-grade
magnetite concentrate and blast furnacequality
pellets and 2 million mt/y of Direct
Shipping Ore (DSO) grade hematite. First
production is scheduled for the second half
of 2010.
Each of the Karara TowerMills is equipped with a main drive motor with 1.12 MW of installed power. An improved wear liner design will increase service life and reduce operating costs. The mills will be manufactured in Japan and Australia, with delivery scheduled for March 2010. This Australian contract complements Eirich´s recent delivery of another five KW 1500 TowerMills for iron ore grinding in Asia.
AnSteel, China’s second-largest steel maker, has earmarked Karara iron products as the primary feed source for use in its newly-commissioned Bayuquan steel mill, in the Liaoning province. Built at a cost of about $5 billion, and with an initial capacity to produce 6.5 million mt/y of steel, Bayuquan has been built specifically to receive ore imported from Karara.
Long-Term Investments
and Thorough Testing
For averagely observant people traveling in
West Europe the Liebherr name is probably
most likely to be associated with tower
cranes or road construction, unless they
happen to own a Liebherr refrigerator. But
within the Liebherr Group, Liebherr-EMtec
GmbH is responsible for a product line
including hydraulic excavators, crawler
cranes, crawler tractors and loaders, wheel
loaders, piling and drilling rigs, telescopic
handlers and diesel-electric trucks. The
latter are designed for mining as are the
larger machines, from 125 mt upward, in
the hydraulic excavator range. But the
largest models in the crawler tractor and
wheel loader ranges are also working in
mines and quarries. In addition, Liebherr
pipe layers are used for shifting conveyor
systems in German lignite mines and
many of the smaller dozers and wheel
loaders handle processed materials and
general freight in mines’ stockpiles, shipping
and workshops. All in all, the group is
a substantial supplier to mines and quarries
in most of the world’s major coal and
mineral producing regions where surface
mining is important.
Major Mining Investments
Mining equipment-related capital expenditure
totalled almost $2 billion in the financial
years 2004–2007. Throughout 2008
and 2009, Liebherr has been investing
approximately another $150 million in new
capacity, with expansions of the factories in
Guarantingueta, Brazil; Newport News,
Virginia, USA; and the brand new, separate
€80-million Mining Center for Research,
Development and Manufacture of Mining
Machines in Colmar, France. The halls at
this facility, located between a main road
and the railway line connecting Colmar
with Basel, Strasbourg and Brussels, have
been completed and Liebherr-France
expects to start the phased transfer of mining
excavator production from the existing
Colmar plant early in 2010.


In any case, Liebherr shows no sign of rushing the process: The new generation TI 264 truck displayed at bauma in 2007 and again at MINExpo last year is still undergoing mine site testing at an operation where the set-up allows tests on the vehicle to be carried out without disturbing the production rate; and factory testing of the first R9800, built ahead of and announced at MINExpo, has recently been completed and this face shovel version of the excavator will be shipped to an Australian mine for field testing. A second R9800 is also being readied for testing, probably more locally.
Meanwhile, the latest evolution of the T282 mine truck, which features a Liebherr IGBT-based electronic drive system, is now being tested and the latest addition to the excavator range, the R9100, is close to launch at the time of writing. One prototype, possibly two, of this 108-mt excavator intended for the 6.87-m3 bucket market should be completed by the end of 2009.

Equally successful in mining and other markets is Liebherr’s largest dozer, the R764 produced at Liebherr-Werk Telfs GmbH in Austria, while the large L586 2Plus2 wheel loader manufactured at Liebherr-Werk Bischofshofen is beginning to establish a presence in quarries, coal and industrial minerals operations.
First Earthmover Tire Repair
Accreditation Initiative
The world’s first Earthmover tire repair accreditation program has
been launched in the UK where tire repair materials and equipment
specialists from Rema Tip Top are working in partnership
with Michelin. This UK pilot is designed to raise the standard of
repairs and ensure increased safety, performance and value for
operators and, if successful, will be introduced in other countries.
Although there are national standards in place for the repair of road tires, there is currently no legislation that sets a standard for repair of off-road earthmover tires. This means that anyone can set up a tire repair business without skills or qualifications and as a consequence the quality of a repair can vary substantially.
According to Chris Logan, commercial director of Michelin’s UK earthmover and industrial operations, the net result is that the quality of repairs varies dramatically and it is not uncommon to see tires in operation that should not have been repaired or to see equipment suffering additional downtime after basic “plug” repairs have failed in service. “In 12 months time we want the Michelin accreditation program to have become the industry standard, with all Michelin earthmover tires being repaired by accredited dealers,” he said.
The repairs program has initially been launched in conjunction with three UK tire dealers: OTR Tires in Alfreton; Earthmover Tires in Wakefield and RedPath Tires in the Scottish borders. Each of these dealers has passed a rigorous joint Michelin and Rema Tip- Top accreditation process.
Every repair carried out by one of the accredited dealers will carry specific markings to identify the name of the dealer and technician who carried out the repair. All repairs will be guaranteed by the repairer to meet the standards set down as part of the accreditation program.
Louise Porter, Michelin’s earthmover and industrial market manager in the UK, said: “The quality of the materials supplied by Rema Tip-Top and the skills of our trained repairers means even extensive damage can be fixed, making it well worth the investment if the tire has plenty of remaining tread. Professional repairs do not affect the suitability of the casing for retreading and can allow the tire to serve a full life, which in turn reduces the number of casings being disposed of prematurely, thereby benefiting the environment.”
Rema Tip Top, part of Stahlgruber Otto Gruber GmbH & Co. KG, is based in Poing. Rema Tip Top UK is based in Leeds. More information about the earthmover tire repair accreditation program can be found at http://www.em-tyrerepairs.co.uk.

Industry Automation Division (IAD)
The Milltronics MSI and MMI Belt Scales
are now available with flow rates of up to
12,000 mt/h, an increase of 7,000 mt/h.
When combined with a Milltronics BW500
Integrator the MSI and MMI now have
OIML (International Organization of Legal
Metrology) and MID (EC Measuring Instruments
Directive) approvals.
The new Milltronics MWL Weight Lifter is a mechanical calibration system for belt scales which is designed for heavier loads. The Milltronics MWL Weight Lifter can now carry up to 340 kg. It can be calibrated for Milltronics MSI, MMI, MBS, MCS and MUS belt scales. The compact system attaches under the conveyor belt and stores the calibration test weights above the calibration arms of the belt scale. The worker lowers the reference weights with a crank handle and applies them to the belt scale. This can be done without leaning into the conveyor or removing any guarding components. The system is easy to install, adaptable to any application, and is available for use with flat bar or integral round bar style calibration weights.
The Sitrans LVS100 has been added to the IAD line of vibrating point level switches for high, low, or demand levels of dry bulk solids in bins, silos or hoppers. The new device detects the presence of material with bulk densities starting at 60 g/liter (3.8 lb/ft3) in mining and other applications. Also new is the Sitrans WS100, a robust speed sensor for conveyor belts used in mineral processing and other applications where temperatures range from -40°C to 110°C (-40°F to 164°F) and running at belt speeds up to 2 m/sec (392 ft/min).

New to the portfolio of distributed motor starters is the M200D AS-i Basic (with an AS interface) that starts and protects motors up to 5.5 kW; for instance, those used in conveyors and other materials handling operations.
The Sinema Server network management software is a new extension for the Sinema (Simatic Network Manager) software tools. Sinema Server monitors programmable controllers connected to the network, and infrastructure components such as Industrial Ethernet switches and Industrial Wireless LAN access points, detecting their network-relevant parameters. The software then derives and can display the network topology and statistics from this information. Users can access Sinema Server Web sites from any computer in the network, access is protected by an HTTPS protocol and can be made even more secure by password authentication. Sinema Server can be easily integrated into HMI (Human Machine Interface) and visualization systems, such as Simatic WinCC. This enables the user to monitor the communication in an automation system.
The new Simatic IPC547C 19-in. industrial rack PC offers high computing, system and graphic performance. It features the Windows Server 2008 operating system, memory up to 16 GB, Intel Core 2 Quad/Duo desktop processors and the X4500 graphics media accelerator.
Two new communications processors have been introduced for connecting PCs and S7-300 controllers to Profibus and Industrial Ethernet systems. Simatic Net CP 5711 is an external adaptor that will link commercially available PCs to Profibus using an onboard USB 2.0 port; Simatic Net CP 343-1 ERPC is an expansion module for connecting Simatic-S7-300 controllers with databases via the Industrial Ethernet.
Offering much closer matching to a specific application than previous versions, the new electronic Sitop PSE200U can monitor up to four 24-volt load feeders for overloads and short circuits. There are two versions, with output current ranges of 0.5–3 and 3–10A respectively.
The new Sentron PAC4200 power monitoring device collects and records voltage, current, energy consumption and other data, permitting the analysis of network quality. The device can be integrated into higher-level control and energy management systems to create the transparency necessary to increase plant efficiency, optimize energy consumption and help reduce costs. The Sentron PAC3100 is a lower price device that Siemens says is the only one in its class with digital inputs and outputs and an integrated communications interface. It is an entry-level monitor for industry and infrastructure.
Drive Technologies
Siemens Drive Technologies has added an
IP65 decentralized frequency converter to
its range of drives. The Sinamics G110D
has been specifically developed for simple
industrial materials handling applications
that require a drive with a distributed communications
capability.
The new Sinamics Intelligent Operator Panel provides simplified operation and plain text displays to speed up commissioning and shorten downtime. It is designed for use with the Sinamics G120, G120D and G110D standard drives and the Simatic ET200 frequency converter.
The Flender gear program has been extended with a gear unit series for up to 1.4 million NM. The high torque range particularly suits applications in conveyors, the steel and cement industries. Meanwhile Siemens GearControl condition monitoring service provides graphic read-outs for envelope, acceleration and velocity spectra to enable accurate fault diagnosis at an early stage. A borescope also provides a visual perspective of the inside of the gear unit. The service is available for use with most large types of gears and geared motors.

Wirtgen’s first Mining Symposium, held in March 2009, was attended by more than 250 mining people (E&MJ, April 2009, p. 34). The presentations covered several applications of the Surface Miner range around the world and senior Wirtgen personnel showed attendees the new, separate final assembly plant for the production of specialpurpose machinery, including the surface miner range. But center stage was occupied by the new 4200 SM surface miner.
As an underlying theme, Wirtgen asserted that the company is “Closer to the Customer.” For the latest Surface Miners this claim is especially well based; initial customers Fortescue Metals Group (FMG) and North American Coal Corp. have been heavily involved in the design process; readers who attended bauma in 2007 may recall staff from FMG examining the 2500 SM on display with a forensic level of attention. But the message holds true for the development of Wirtgen’s whole mining range as well.
And, although it seems fair to say that in relative numerical terms these are specialized machines for niche markets, the success of this extension from the road planing technology so effectively introduced by company founder Reinhard Wirtgen may well surprise some readers. Bernhard Schimm, who has played a large part in the successful technical and market progress of the Surface Miner range, pointed out at the launch event that some 400 of these machines have been trialed and the machine population currently comprises more than 280 machines in many parts of the world. Customers in Western and Eastern Europe, North Africa, the Middle East, Australia, India and North America enjoy the advantages offered by Surface Miners.
Built for the Big Time….
In most respects, the new 4200 SM is similar
in design to and works in the same way as
the other models in the current range, the
2200 SM and 2500 SM. So the newcomer
retains all of the benefits offered by Wirtgen’s
selective mining technology that enables
cutting, crushing and loading—in a single
working pass where appropriate. But greater
engine power from a 16-cylinder 1,194-kW
Cummins diesel engine, and the extra 700-
mm width of the 4.20-m cutting drum make
this a high-performance machine for mine
operators and customers in large-scale open
cast mining. One version is optimized for
high-throughput soft rock extraction; the
other aims at achieving maximum cutting performance in hard materials at reduced
cutting depths. Tanks offering capacities of
2,900 liters for diesel and 10,000 l for water
increase the miner’s uptime.
The cutting drum is the core component of all Surface Miners. Over two dozen standard cutting drum designs are available. Additional special designs, the entire technical specification of which is tailored to accurately fit the operation and project at hand, can be developed and built in an extremely short period of time.
The soft rock version of the 4200 SM is capable of working at a maximum cutting depth of 83 cm in rock with unconfined compressive strengths of up to 50 MPa and is designed to achieve an annual mining capacity of up to 12 million mt with a single machine. A 1500- mm diameter drum is used for the hard rock version, providing a cutting depth of 60 cm for applications in rock with unconfined compressive strengths ranging from 30 MPa to 80 MPa.
To enable the 4200 SM to combine maximum production rates with low cutting tool wear and tear, these cutting drums can be fitted with different numbers of purpose-designed cutting tools at different tool spacings chosen to suit the operation and the material to be mined. The right cutting technology will then enable the material to be mined at the specified grain size, and the required cutting performance to be achieved.
Also important are the toolholder systems perfected for fast tool replacement. The upper parts of these systems can be quickly replaced on site. In addition to the tried and tested HT6 and HT11 toolholder systems, the new heavy-duty HT14 toolholder system has been developed for use in the 2500 SM and 4200 SM models. The HT14 system is useful in applications where high hourly production rates are achieved, high annual mining capacities are realized, and hard, highly abrasive material is mined. A special, battery-driven cutting tool extractor is available for this system, which considerably facilitates the replacement of tools and minimizes the time required to do so.
A two-stage conveyor system, with 1,800 mm-wide primary and discharge conveyors and a discharge conveyor length of 12,000 mm or 16,000 mm, supports the miner’s impressive cutting performance of up to 3,000 mt/h. The counter-weighted discharge conveyor design, similar to that on the 3500 SM, provides a slewing angle of 180°, flexible height adjustment and variable belt speed to ensure smooth loading of large transport trucks even in spacerestricted conditions. Like the 2200 SM and 2500 SM the new models can alternatively be set up for depositing the milled material as a windrow behind the machine.

The controls, which are integrated into both armrests, enable the driver to perform all functions of the work process. To ensure pleasant working conditions, the cabin is equipped with a powerful air-conditioning unit for cooling or heating. These are all factors to improve the machine operator’s performance and power of concentration. The large machine’s user-friendliness is complemented by wide opening service panels offering excellent access to all points of maintenance.
Wirtgen says the design of the 4200 SM takes account of both stricter safety requirements and new mining regulations around the world. The safety package includes, among other things, a FOPS roof to protect the operator from falling objects, a second emergency exit in addition to the hydraulically operated access ladders installed on both sides of the machine, fire extinguishers, and covers on all rotating parts. The access ladders and walkways are illuminated and are built with anti-skid grating. There are emergency stop switches accessible at ground level, in the engine compartment, at the electrical cabinet and in the operator’s cabin. Locating the cabin on that side of the machine further from the pit wall or excavation embankment also contributes to ensuring maximum protection for the operator.
…Based on Experience
Wirtgen started to study ways to adapt the
road planer for the mining of rock towards
the end of the 1970s. In 1980, the company
built the first surface miner for mining
minerals in opencast deposits and can
legitimately claim to be the only manufacturer
to have continuously pressed ahead
with the development of surface mining
equipment using cutting tools. The 4200
SM models introduced this year are not the
first of this size that Wirtgen has built: a
trial 4200 SM was built in the mid-1980s
and worked at a Texas lignite mine, a first
production version was sold to an
Australian customer in 1988 and worked
at a coal mine in New South Wales until
the property was sold, and a second was
sold for use at the Great Man-Made River
project in Libya. And the first 3500 SM
design, which Wirtgen regards as the mother
of the new 4200 SM, was delivered to
the same project a year later. The new
machine also incorporates the findings and
field experience gained with the 2500 SM
and its predecessor model, the 3700 SM.
Meanwhile, Wirtgen has not only expanded the product and capacity range but also, with innovative customers, successfully expanded the application scope of the technique. The effective performance of the Wirtgen cutting technology now covers a rock hardness range from less than 10 MPa up to 120 MPa or even higher in special applications. The Surface Miners are primarily used for mining limestone, coal, gypsum and iron ore, but special operations in salt mining, granite, bauxite, phosphate and oil shale are also part of the miners’ current scope of applications.
Product Portfolio
Wirtgen now offers its customers three performance
classes that can be equipped
with a large variety of options and customized
to specific project requirements.
The 2200 SM surface miner offers cutting
widths ranging from 2.20 m to 3.80 m for
most diverse rock types up to an unconfined
compressive strength of 50 MPa. The
front loader is used for the mining of, for
example, gypsum, soft limestone or coal. A
special 3.80-m-wide cutting drum assembly
is available for this surface miner
model which achieves high production
rates, in particular, when used in soft
material such as coal.
The 2500 SM rear loader is used for the selective mining of medium-hard to hard rock with unconfined compressive strengths of up to 80 MPa. It has a cutting width of 2.50 m and cutting depth of up to 60 cm. The machine can be supplied in reinforced design to enable rock of up to 120 MPa or higher to be mined in special earthwork and rock operations.
The 4200 SM for soft rock is capable of cutting materials with unconfined compressive strengths of up to 50 MPa, such as coal, at cutting depths of up to 83 cm. The 4200 SM for hard rock is used as a high-end miner for the mining of mediumhard to hard rock with unconfined compressive strengths of up to 120 MPa, and is capable of cutting at depths of up to 60 cm. It is suitable not only for opencast mining but also for use in rock operations or trench construction.
International experts at Wirtgen have pooled the knowledge on everything to do with applications technology on more than 170 pages, visualized by means of instructive illustrations, photographs taken on job sites, and performance diagrams. The Mining Manual can be downloaded from Wirtgen GmbH’s Web site at www.wirtgen.com or ordered from the Mining Division at mining@wirtgen.de.
New Plant for Special-Purpose Machinery
Production in the new separate 11,000-m2
final assembly plant for special-purpose
machinery at the company’s Windhagen
factory began in January 2009. The stateof-
the-art facility is fully geared to meeting
the specific production-related requirements
of the three special-purpose
machine divisions: surface miners, slipform
pavers for highly automated concrete
paving, and cold recyclers for the environmentally
friendly rehabilitation of roads.
The plant offers a maximum degree of flexibility, making it possible to respond to market requirements quickly. The assembly stations are not tailored to specific machine types but can be converted for the assembly of other types of machines as and when required. Wirtgen says this intelligent production concept offers significant advantages in terms of time and capacity in particular for the assembly of the highly customized special-purpose machines with their large numbers of options.
The new plant has an independent logistics system including a warehouse storing over 4,000 parts for the specialpurpose machines, and an electrical workshop with highly qualified personnel, which is precisely tailored to the requirements of this machine division. Pre-assembly of the engine stations, conveyor production and milling drum production have also been integrated in the new building. A separate powder coating plant complying with the latest EC Environmental Directives is capable of accommodating large components of up to 12 m in length, 3 m in height and 3 m in width. Short transport distances are therefore guaranteed and systematic adjustment of the logistics chain to the production sequence also plays a major role in keeping lead times for the special-purpose machines as short as possible.
The new plant guarantees sufficient production capacities for the mining division, making it possible to respond to customer orders quickly. As many as four surface miners can be built simultaneously. This highly customized production method enables production times of the machines to be reduced while maintaining high quality standards: a surface miner type 2500 SM has a lead time in final assembly of no more than four weeks while the 4200 SM can be assembled in eight weeks. In 2008, Wirtgen built over 40 large machines for use in open cut mining.
Wirtgen has its own quality assurance program for the surface miner division comprising appropriate machine acceptance certificates and a large variety of tests. The procedure at Wirtgen includes a special functional acceptance of the machines supervised by surface miner product specialists and highly experienced service technicians who are fully familiar with machine technology and customer requirements because of their field experience gained on construction sites around the globe. A special 10,000-m2 surface in the outdoor area of the new plant serves as testing ground for the trial runs.
Wireless Coexistence: How to
Reach a Peaceful Get-Together
Studies carried out by the “Wireless in
Automation” working group of ZVEI (German
Electrical and Electronic Manufacturers'
Association) have confirmed that reliable
parallel operation of wireless radio systems
in production plants is possible.
Wireless systems such as WLAN or Bluetooth have been used in the home and in the office for many years. They are also being used increasingly in the automation systems of plants and machines. However, the requirements on availability and interference immunity associated with such applications are often considerably higher. For example, applications may require defined response times with very high availability.
A number of electrical automation manufacturers therefore jointly investigated the topic of coexistence of wireless solutions in industrial applications under the umbrella of ZVEI. For this purpose, ifak (Institut für Automation und Kommunikation e.V. Magdeburg) was asked to carry out extensive measurements: the update times of around 120 million packet transmissions were measured, processed and statistically evaluated in approximately 400 practical test cases.
The most important findings have been
summarized in a brochure, Coexistence of
Wireless Systems in Automation Technology,
published by ZVEI which explains
the important characteristics for differentiating
wireless systems, their behavior
during parallel operation and measures for
coexistence management. It makes users
aware of why and how they should consider
the topic of coexistence of wireless systems.
Above all, the brochure shows how
simple it is to avoid mutual wireless interference
and to implement interferencefree
parallel operation. This brochure can
be downloaded as a PDF file at:
www.zvei.org/automation/publication.