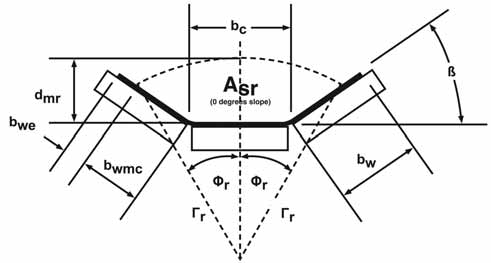
Figure 1: Volumetric loading according to CEMA.
Reducing Energy Consumption on Overland Conveyors
When designing conveyor systems, bigger is not always better. Power consumption of
overland conveyors can be optimized using readily available design tools, combining
the optimum selection of design capacity, idlers and belting
By Sergio Zamorano
Within their environmental advantages, a reduced carbon footprint is one of the most relevant aspects1. The carbon emissions will vary according to the method used to generate power for the conveyor, and of course, they will be lower if the power consumption is optimized at the design stage.
This article will discuss the main aspects that define the power consumption of overland conveyors and ways to minimize it.
Capacity and Size
Defining required conveyor capacity is far from being a trivial exercise.
Most overland conveyors transfer material from a primary processing
facility (such as a primary crusher) with a process plant,
or a process plant with a loading facility such as a port or a loadout
system or vice versa. Primary crushing/sizing stations normally
have a batch type feed from trucks. The process plant normally
works on a continuous basis. The “peak” or instantaneous capacity
can be 50% larger or more than average capacity.
Using a storage system, stockpile or bin allows the loading of the conveyor on a continuous basis. Therefore, the conveyor can be designed for a lower capacity, closer to its average rather than peak capacity. The evaluation should include not only the potential savings in capital cost, but also the savings in consumed power. An oversized system has larger moving parts and electric motors are less efficient when working at capacities lower than their nominal rating. A dynamic simulation of the operation is often quite useful when trying to find the optimal design for the specific application.
A similar situation is produced by bucketwheel reclaimers, which produce a non-continuous handling rate. It is important to remember that the peak capacity produced by the bucketwheel usually lasts seconds, or at most a few minutes, so it is unlikely that the whole length of a long overland conveyor could be loaded at such rate. Designing the downstream conveyors for the peak capacity makes sense for small applications, but for large-capacity and long systems, the cost for designing at peak capacity can be high. Ultimately, the system needs to be able to accommodate transient peak loads without spillage, and then the required power can be calculated using a realistic load distribution along the conveyor.
Most design methods, such as CEMA2, DIN3 or ISO4 dictate a maximum volumetric loading for normal operation. This loading includes the minimum edge distance that should be allowed when designing the conveyor. In actual practice, most overland conveyors are designed for a lower volumetric utilization, normally between 75% and 85% to accommodate large lumps or instantaneous load surges. In short conveyors, such as in-plant applications, it is customary to design the conveyors as per 100% volumetric loading, taking care of volumetric surges during shutdowns, power requirements to empty loaded hoppers, process variations, etc. Once again, what makes sense on short conveyors can have large cost implications on a large overland conveyor—adding a few kilowatts of installed power to an in-plant conveyor is quite different from adding several megawatts to a large system. Furthermore, short-term load peaks and additional forces created by a full loading hopper are irrelevant on a large system. At the same time, upstream equipment such as primary crushers are not normally able to sustain a throughput 20%-30% higher than the maximum capacity for the several minutes required to fill the full length of a long overland conveyor.
In summary, designing accurately in accordance to the requirements and avoiding simplifications common to smaller systems can be the prime method to reduce energy consumption on an overland conveyor. It must be kept in mind that an overdesigned system has higher “fixed” power losses and, in general, a lower efficiency, so the cost of energy per ton transported is higher.
In addition, the size of a conveyor also has an effect on its carbon footprint, due to the carbon generated to prepare the civil works, steel and mechanical components. The production of a ton of steel generates about 3.2 tons of carbon emissions, while a kilowatt- hour of diesel-generated power produces about 1 kg of carbon equivalent emissions. A medium-size overland conveyor, with 1,000 tons of structural steel and 1,000 kW of power consumption, would generate 3,200 tons of carbon initially due to the structural steel alone and approximately 6,000 tons of carbon emissions per year if power is generated by diesel. So reducing the size of the system at the design stage has the added advantage of substantially lower carbon emissions.
Idlers
Idler selection will directly determine the idler rolling resistance of
the conveyor’s resistance to motion. The belt indentation resistance
will be determined by a combination of idler diameter, vertical
loads and rubber properties of the return cover of the belt. The
idler rolling resistance is an important factor on long belts with relatively
small throughputs, while the indentation resistance will be
the driving factor on large capacity conveyors.
Bearing Selection
Traditionally, U.S.-based idler manufacturers have used roller type
bearings while manufacturers from Europe, South Africa and
Australia have favored ball bearings. Regardless of the arguments
about load rating, contamination resistance, etc., it has become
quite clear that ball bearings present a lower rolling resistance so
they are normally used in overland applications.
The following table shows a comparison between roller and ball bearings for a 5-km, 1,000-t/h overland coal conveyor. The data in Table 1 is an average of data from a number of different ball bearing manufacturers; the roller bearing data is that of one manufacturer.
A 5% difference in absorbed power is apparent from the manufacturers’ published data. However, there is a four-fold difference in the initial empty breakaway power. While the ball bearings present an initial resistance about 25% higher than when running, roller bearings present an initial resistance almost five times higher than the running force, as shown on the graph below:
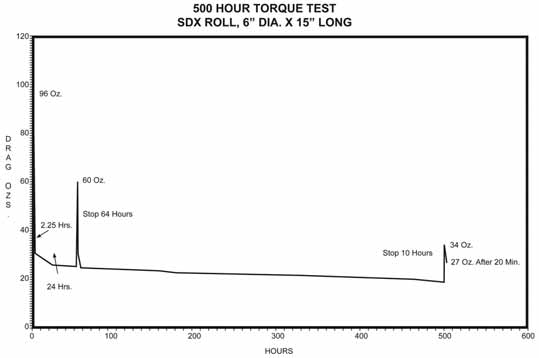
This higher initial breakaway force can be associated with the tighter clearances encountered on roller bearings since the grease needs to lose viscosity before being able to flow freely within the bearing.
The example in the previous table corresponds to a real life conveyor, commissioned 20 years ago, that was fitted with roller bearings. The 900-kW drives (6 x 150 kW) were not able to put the empty conveyor in motion until overload protection was bypassed. However, after a few hours of operation absorbed power fell to “normal” values and commissioning was completed.
Another factor to take into account is that bearing resistance is a function of bearing size. Over sizing the bearings will most probably reduce the chances of bearing failure, but will result in higher power consumption.
Sealing Arrangement
There are many sealing arrangements offered by different manufacturers.
Contact seals and tight clearance labyrinth type seals
would result in higher rolling resistances, particularly on low temperature
applications. The common practice is to use grease-free
or large-clearance labyrinth seals.
Manufacturing Quality
Although hard to assess by theoretical methods, the manufacturing
quality of the idlers, such as bearing alignment or supporting frame
tolerances, has a significant effect on the final rolling resistance of
a conveyor. There are several entities that can perform independent
idler testing, such as the University of Hannover in Germany.
Table 2 shows a summary of such a test. Note the wide variation of resistance values for idlers with similar rating and size. In the end, the best test is done in the field. A manufacturer’s track record is the best way to predict the behavior of its product in real life.
Idler Diameter/Spacing
Belt indentation resistance is an inverse function of idler diameter.
The larger the idler diameter, the lower the indentation forces
are. The higher the conveyor capacity, the more relevant the indentation
force is to the overall power requirement. Closely spaced
idlers result in lower indentation forces, but higher idler resistances
(more idlers). The optimal idler spacing will vary according to
each application.
Belting
Belting selection is probably the single most important factor on
the power requirement of an overland conveyor. Belting is also the
costliest component. Power consumption is a function of belt
mass and cover properties. Belt mass is a function of belt tension
rating and cover thickness. Most overland conveyors use steel
cord belting.
Tension rating
Until a few years ago, belt tension rating was expressed as a fraction
of the belt ultimate resistance as determined by a static tension
test. Typically, fabric belts were selected with a safety factor
of 10 over the maximum calculated operating tension, and steel
cord belts with a safety factor of 6.7. However, belts normally fail
in operation at the splices, and the static resistance of a steel cord splice is much larger than the belt resistance. In the last 25 years,
progress in the understanding of the behavior of rubber and extensive
research and testing have shed a better light on the failure
mechanism of conveyor belting. As it turns out, belt splices fail
due to fatigue of the rubber that bonds the steel cords—so the
important factor when selecting a belt is the fatigue or dynamic
strength of the splice.
The latest version of DIN2 contains a selection method based on operating conditions such as edge tension and transient forces as well as environmental factors. The equivalent static safety factor is lower for flat overland conveyors where transient forces can be controlled and limited4, also when using starting systems that allow long starting times and low acceleration forces such as VFD drives, WRM controllers, or controlled fill fluid couplings. On demanding applications, such as high incline or regenerative conveyors, the presence of high transient forces is difficult to control and results in static safety factors similar or higher than the traditional 6.7.
High tension conveyors require heavy belts with a large number of large-diameter steel cables. In addition, the execution of the splice becomes more complex the higher the tension rating. Thus, splice efficiency diminishes as belt rating goes up. Depending on the splice design, a lower static rating belt might have higher dynamic splice strength, resulting in a safer application.
The use of a higher static strength, heavier belt is not only more expensive but also results in higher power consumptions. Once again, bigger is not always better.
Top Covers
The purpose of the belting top cover is to carry the material and
protect the carcass from damage. The cover is damaged by either
gouging or wear each time the belt goes through the loading area.
As a result, short belts have a shorter wear life and are more
exposed to gouging by large, sharp lumps of material. On an overland
conveyor, the long cycle times involved result in low wear
rates. There are negative experiences, however, where covers on
long conveyors have had a very short life—always the result of the
wrong feed chute design. The availability nowadays of DEM modeling
allows the design of transfer chutes that result in minimum
impact and wear on the conveyor.
For example, a 6-km, 2,200 t/h overland conveyor was commissioned in South Africa in 1990. Several years later, in 1996, cover thickness was measured. No actual wear could be measured on the belt. During the design stage, special care was taken with the feed chute and an accelerating conveyor and feeding in line was implemented. It is clear that the design efforts were successful in minimizing belt wear.
Thick top covers increase belt weight. Designing feed chutes carefully and using minimum cover thickness results in lower capital cost and power consumption.
Return Covers
The function of the return cover is to protect the carcass and to
spread the pressure from the cords onto the pulleys and idlers. The
indentation resistance is a function of the cover thickness. The
thicker the cover is, the larger the indentation resistance and
power consumption.
Bottom cover wear is normally associated with slippage on drive pulleys, a problem that can be avoided with proper design. Some consultants argue that the use of idler tilt and twist on horizontal curves result in premature wear of the return covers. This belief is caused by a misunderstanding of the behavior of the belt when going over an idler not completely perpendicular to the belt.
On small inclinations, the belt does not slide sideways, but the return cover deforms (creeps) to compensate for deviations. The example shown on Figure 2 has idler twisting and tilting on the long 45° curve. However, cover thickness measurements showed no significant wear on the return covers after six years of operation.
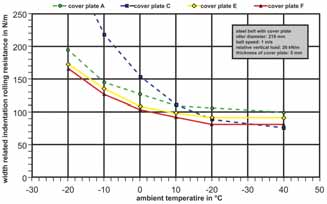
The use of special rubber compounds can reduce indentation resistance significantly. These compounds are produced by a number of reputable manufacturers. The additional cost of the special covers is outweighed by the reduction of the belt rating and savings in power consumption.
As explained previously, the relevance of the indentation force increases with the system capacity. The graph below shows the indentation rolling resistance as tested by a leading manufacturer for different temperatures and compounds5. The cover plates E and F identify low rolling resistance compounds.
In conclusion: Bigger is not always better, nor are incorrect assumptions or using “rules of thumb.” Power consumption of overland conveyors can be optimized using readily available design tools, combining the optimum selection of design capacity, idlers and belting. The result is a reduction in capital and operating cost as well as a reduction in associated carbon emissions.