Despite high initial investment costs, in
day-to-day operations and especially in
the face of increasing energy prices no
other transportation medium comes close
to the cost effectiveness of belt conveyors
for transporting large amounts of bulk
material over long distances.
In recent years, system designs have
become more complicated through increasing
length between the axes on
long-distance belt conveyors, higher belt
speeds and more challenging routes with
horizontal and vertical curves. To ensure
that belt conveyors maintain their cost
effectiveness well into the future, a
robust design is needed that allows for
high levels of plant availability, high productivity,
low training costs and a long
service life. Further considerations
include a low-wear design to extend service
intervals and reduce costs associated
with spare parts and operation.
Siemens’ answer to these demands is
Simine CON, the collective name for the
company’s drive-system solutions for
conveyors, encompassing both mechanical
and electrical systems for outstanding
overall conveyor performance with both
fixed-speed and variable-speed drives.
Automation control is also part of the
package.
Leaving Nothing to Chance
Only a good design can ensure system
longevity. This is why design plays such a
pivotal role at Siemens for new conveyor
systems as well as for refurbishing existing
conveyors. New technical expertise as
well as extensive past experience of
Siemens engineers flow into the design
process. This begins with determining
the optimal width of the belt, depending
on conveyor inclination, the weight and
size of the bulk material and the speed.
Dimensioning in accordance with DIN
22101 is the basis for the planning of a
belt conveyor. But this is only the first
step in the design process. All conveyors
designed by Siemens—whether for use in
an open-pit mine, a complex stockyard or
for long-distance uphill or downhill conveyors—
are analyzed and optimized
using computer simulation. In the case of
more complex installations, the simulation
also serves as a basis to predict
dynamic behavior. This feature is valuable
when seeking the right settings for
the technology controller. For a mechatronic
solution, the system’s full potential
can be provided only when the drives and
the mechanical system are perfectly
aligned.
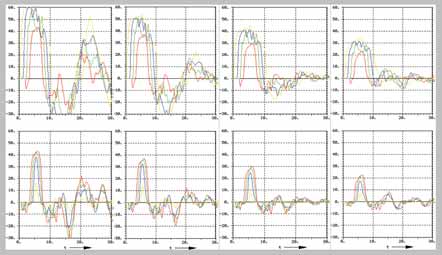
Top: Transient behavior of a conveyor system controller under different parameter settings.
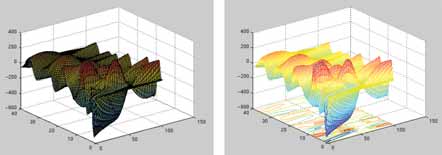
Bottom: Results of a
conveyor-system simulation model displayed in 3-D.
Using fully developed and realistic
dynamic simulation models, the configuration
of the belt drives is analyzed to
determine how the conveyor behaves during
start and stop procedures. Special
attention is paid to safety-related operating
conditions. This could include conveyor
performance during emergency
stops; out-of-norm conditions for the
drives, gears and belt; demonstration of
sufficient braking power; and an assessment
of safety considerations.
Altogether, simulation enables all
possible operating scenarios to be tested
and is therefore a very important method
for designing innovative belt conveying
systems in a short period of time. This
greatly minimizes the chance of unpleasant
surprises during actual conveyor
operations.
Siemens experts use the simulation
as the basis for basic and detailed engineering. In the framework of detailed
engineering, the exact components as
defined in the simulation are added to
the bill of material. In contrast to classic
OEMs, Siemens uses a high proportion of
equipment—converters, motors, gears,
drives, automation systems, switch gear
and transformers—that it designs and
builds. All other components, including
drums, rolls, belts and steel structures
are procured in the market.
Coal to Power
In Saxony, Germany, as general contractor
to Vattenfall, Siemens is supplying a
13.5-km-long belt conveyor. Upon completion
in mid-2010, the system will
transport raw brown coal from the
Reichwalde open-cast mine to the
Boxberg power station. Vattenfall, as the
fifth-largest producer of electricity and
the leading generator of heat in Europe,
extracts approximately 60 million metric
tons (mt) of brown coal every year. The
coal is consumed at the Jänschwalde,
Schwarze Pumpe and Boxenberg power
stations. At Boxenberg, another power
station will be connected to the power
grid, possibly in 2011. In order to secure
the long-term supply of coal to the
Boxenberg facility, coal mining will be
restarted in the Reichwalde open-cast
mine. Using Simine CON, an optimal
design was developed and is now being
executed to meet the operation’s start-up
scheduled for mid-2010.
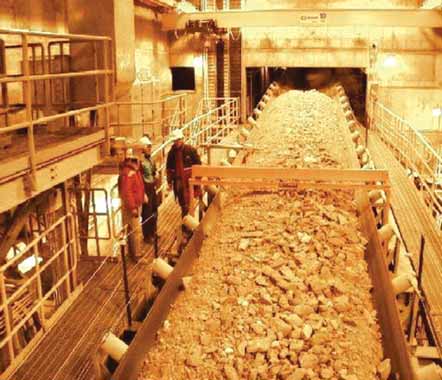
 Siemens was selected to provide a 13.5-km-long coal conveyor for German electric utility Vattenfall
Siemens was selected to provide a 13.5-km-long coal conveyor for German electric utility Vattenfall
in Saxony,
Germany. Upon completion in mid-2010, the system will transport raw brown coal from
the Reichwalde open-cast
mine to the Boxberg power station, shown here
Vattenfall, in selecting Siemens for
this role, will benefit from having one
partner who is responsible for the entire
project, from planning to commissioning,
as well as from fewer management and
technical interfaces; a consistently integrated
technological solution; reduced
training efforts and times—with integrated
training efforts kept to a minimum;
and less diversity of spare parts and subsequent
savings. Vattenfall also can be
assured that they are receiving a product
that adheres to ISO 9001 and Siemens’
own quality-management system. At defined points, called Quality Gates, the
project results achieved are quantified,
evaluated and approved.
The Long-Term Picture
There is more to successful supply than
just getting the system up and running.
Lifecycle services provided by Siemens
ensure that high-performance levels are
maintained across the conveyor’s entire
life cycle. Through a program of timely
maintenance, the conveyor can be kept
at the cutting edge of technology.
An outstanding example of this constant
upgrade capability is the downhill
conveyor system at Minera Los
Pelambres in Chile. At the Los Pelambres
mine, 200 km north of Santiago, Chile,
copper ore is extracted at an altitude of
3,200 m ASL. The belt conveyor system,
which is 12.7 km long and 1.8 m, wide
connects the crushing plant at an altitude
of 3,000 m with the beneficiation
plant located at an elevation of 1,600 m.
Due to the steep incline and the rough
surroundings, the electrical and mechanical
components are exposed to considerable
stress. The system generates about
17 mw electric power during operation
with nominal load.
 Siemens on-site service personnel maintain the entire conveyor system at the Los Pelambres copper mine in Chile.
Siemens on-site service personnel maintain the entire conveyor system at the Los Pelambres copper mine in Chile.
In 2006, drive system power had to
be increased to match an expansion of
beneficiation plant capacity. Two of the
three conveyor belts were each fitted with
an additional drivetrain to raise system
capacity to accommodate the increased
ore requirement of the mill. Each drivetrain
consisted of a motor, a converter, a
transformer and medium-voltage switching
devices. The belt drive output was
increased from 20 mw to 25 mw, and the
conveying system now can transport
8,700 mt/h of material instead of 7,000
mt/h. Traveling at 6 m/sec, crushed ore’s
trip to the processing plant takes 35 minutes.
Because of the steep slope, which
averages 10%, there is a risk of uncontrolled
belt slippage. But in an emergency
13 disc brakes, each with a diameter
of 2.5 m, can stop the entire belt
system within 70 seconds.
A special feature of the conveyor system
at Los Pelambres is the ability to
generate energy during operation with
nominal load. This means that the 10
drive motors associated with the belt
consume power only if the belt is carrying
less than 800 mt of ore. Otherwise, they
generate up to 17 mw of power. At 90
million kWh, output in 2007 represented
about 15% of the mine’s power needs,
reducing energy costs and cutting carbon
dioxide output by more than 50,000
mt/y. In 2005, the Chilean Ministry of
Economics awarded Minera Los
Pelambres the National Prize for Power
Efficiency for this technology.
From the beginning of this project in
1999 Siemens has provided Minera Los
Pelambres with preventative and corrective
maintenance services for the entire
conveyor system at its open-cast copper
mine high up in the Andes. Los
Pelambres has renewed this contract several
times; the most recent agreement
was signed in 2007 and expires in 2011.
Siemens is responsible for all
mechanical and electrical equipment,
automation systems and instrumentation,
as well as for materials and spare-parts
management. An on-site Siemens service
team handles maintenance of the entire
conveyor system, from the rollers to the
belt and the motors.
A fiber optic network links all parts of
the installation where sensors monitor
critical status parameters on various
components. This enables the installation
to be monitored around the clock,
irrespective of where service personnel
are stationed. Faults can be detected at
a very early stage and via the Internet,
experts can examine the conveyor belt
system and its peripheral equipment
from anywhere in the world. Any faults
detected can thus be analyzed and the
installation can be restarted, if necessary,
as well. Payment for this maintenance
service includes performancerelated
components: the level of success
is measured in price per ton, which is
trend-setting in the mining industry, and
on the basis of key performance indicators
such as availability, reliability and
asset condition. Moreover, Siemens and
Los Pelambres agree on a maintenance
budget each year with Siemens taking
responsibility for adherence to this
budget.
Because a conveyor system is so
expensive, it pays to have a low-maintenance
solution that boasts high uptime.
Innovative maintenance models from
Siemens are helping customers get the
most from their investment and avoid
unforeseen costs.
Norbert Becker is vice president for
process solutions, mining technologies,
Siemens AG.
As featured in Womp 2009 Vol 05 - www.womp-int.com
