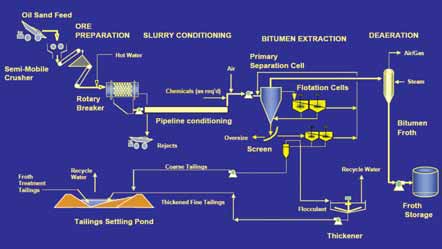
The water-based process used to extract bitumen from oil sands, typified by this flow diagram of Shell Canada’s
Muskeg River operation, generally produces about 1.5 barrels of fine tailings per barrel of product.
(Diagram courtesy of Shell Canada
Oil Sands Operators Tackle Tailings Management Challenges
Alberta’s oil sands miners are testing a variety of methods to process and manage
tailings that meet the requirements of a tough new governmental directive
By Russell A. Carter, Managing Editor
Extraction of bitumen from oil sands widely employs a water-based extraction process—the ore is mixed with hot water and agitated, and 75% to 90% or more of the bitumen in the ore is floated off and recovered. Tailings from the process are composed of water, sand, silt, clay and residual bitumen.
The core of the problem is treatment and final disposition of what is called mature fine tailings (MFT). The coarse solids in oil sands tailings settle rapidly and up to 85% of the water contained in the tailings stream is recycled, but fine solids remain in suspension. These “fluid fine tailings” eventually thicken to about 30% mass solids over the course of a few years but only very slowly thereafter. This semi-consolidated material—mature fine tailings—is impounded in the early years of a project in external ponds or in disused pits as mining advances. MFT is a concern because it may have to be impounded indefinitely and because there is currently no way to reclaim it without further processing. About 1.5 barrels of MFT are produced for every barrel of bitumen.
According to the Energy Resources Conservation Board (ERCB), which regulates more than three dozen commercial oil sands plants in Alberta, no oil sands tailings pond in the province has yet been reclaimed to the ECRB’s desired standards. The ERCB and various joint review panels have expressed increasing concern for the overall tailings performance of the oil sands industry, and the level of concern escalated when approximately 500 ducks died after landing on a large tailings pond in April 2008.
Directive Establishes
Tailings Criteria
The ERCB subsequently issued a draft
directive on “Tailings Performance Criteria
and Requirements for Oil Sands Mining
Schemes” in June 2008. After an industry
and public comment period, a final document
was released on February 3, 2009, as
Directive 074: Tailings Performance Criteria
and Requirements for Oil Sands Mining
Schemes. According to the ERCB, the
directive is the first component of a larger
initiative for the ERCB to regulate tailings
management, and sets out industry-wide
performance criteria for the reduction of
fluid fine tailings and the formation of trafficable
deposits for all oil sands operators.
Operators will be required to satisfy three categories of compliance to achieve the purposes of this directive: 1) management of fluid fine tailings—i.e., reduction of fluid fine tailings by production of consolidated tailings or equivalent means; 2) management of tailings ponds over their full life cycle; and 3) satisfactory measurement methods, record keeping and reporting. Failure to comply with these new requirements could lead to enforcement actions from the ECRB.
In a background document issued by the ERCB in conjunction with Directive 074, the agency explained that the most common approach for consolidating fluid fine tailings at existing operations is consolidated tailings (CT) technology, also referred to as non-segregating tailings (NS). CT involves mixing fluid fine tailings, coarse sand and chemical additives to form a nonsegregating mixture, which may be reclaimed to a solid deposit. The remaining fluid fine tailings are placed in end-pit lakes (EPLs) and reclaimed by water-capping. The agency maintains that, among other problems, water capping of fluid fine tailings in EPLs has yet to be proven on a commercial scale, and operators face a number of challenges in producing CT on specification and transforming CT ponds into solid, trafficable deposits.

In a paper presented at the IOSTC, Syncrude’s Rick Lahaie said the company has been working closely with internal experts, fellow oil sands operators and others to advance several new tailings concepts through laboratory and field testing. The company is specifically looking at two dewatering techniques—MFT centrifuge and MFT accelerated dewatering—for possible implementation at its Mildred Lake operation, although they could be applied at other Syncrude leases.
Syncrude sees MFT centrifuge as a twostep process. The first step involves MFT dewatering using horizontal solid bowl scroll centrifuge technology with flocculent addition, forming two streams: centrate— i.e., relatively solids-free water having 0.5% to 1% wt solids, returned to the tailings water system for recycle; and cake, a 60% wt solids soft soil material capturing greater than 95% of the solids. Cake is roughly half the volume of the original tailings.
The second step involves subsequent dewatering of the cake by natural processes; consolidation, desiccation and freezethaw via 1- to 2-m-thick annual lifts, delivering a trafficable surface that can be reclaimed.
Syncrude began bench trials of this technique in 2005, progressing to a twomonth- long test in 2008 focusing on MFT flocculation and the centrifuge process, as well as on preliminary cake-transportation assessment involving conveyors, positive displacement pumps and a pipeline. Two “pods” of oilfield-scale centrifuges were operated in parallel, using two Alfa Laval Lynx 40 (nominal 400-mm diam) machines running in parallel to provide centrifuge cake for transportation assessment and bulk materials for geotechnical and environmental studies. Another MiSWACO 518 centrifuge (nominal 355- mm diam) was used to gain MFT flocculation and MFT centrifuge process understanding, flocculent optimization studies and centrifuge operational parameter assessments.
These tests showed promise, Lahaie noted. The technology is robust, with solids throughput on target and high solids capture in cake. Centrifuge cake transportation and deposition results also were encouraging and equipment scoping studies are planned for 2009, with centrifuge scale-up progressing from the nominal 400-mm to 1,000-mm diameter machines.


To consolidate its tailings, Suncor adds gypsum, a byproduct of its flue gas system for scrubbing sulphur in the process train. Suncor Energy’s Mark Shaw said Suncor actually began large-scale production trials of CT as early as 1996, and in the course of ongoing trials has studied additional technologies that include standardized pond assessment methods, enhanced pond modeling techniques, new field deposition systems, process control enhancements, water chemistry control methods and CT consolidation improvement. Suncor’s studies showed tailings technology advances could manage MFT inventory and free water for re-use, with the “final closure” landform requiring a watercapped EPL lake containing MFT.
Suncor’s Industrial-scale CT studies indicate that this approach results in a mixture of deposit types, including large deposits that exhibit sand-like behavior, consolidate quickly and provide water for re-use; along with volumes of CT that consolidate more slowly and require additional closure technologies to speed reclamation (coke capping, dewatering, etc.).
Shaw said Suncor’s Pond No. 5—the
industry’s first CT pond—will be filled with
CT in 2009 and focus will move toward
final closure. A CT operational cycle would
include the following steps:
a) Construction of a large-scale fluid
retaining structure (pond),
b) Placement of a small volume of MFT
into the structure to reduce segregation
of future CT deposits,
c) Installation and operation of MFT and
water removal systems,
d) Deposition of a mixture of CT and sand
until all fluid deposits are removed and
pond structure is filled, then eventual
final reclamation,
e) Return to (a).
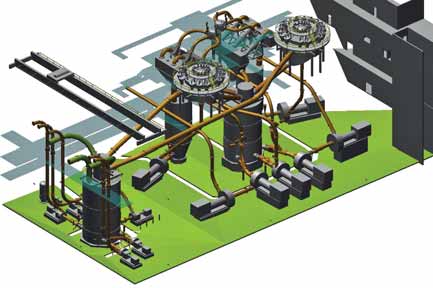
The Horizon tailings consolidation scheme will employ 55-in.-diam horizontal cyclones fitted with a 13-in.-diam apex to handle rocks. These cyclones will dewater underflow from the extraction plant’s primary froth separation cell (PSC). A bank of 26-in.-diam vertical cyclones with 7-in.- diam vortexes follows; together, this combination is expected to achieve a targeted underflow density of 72%.
The tailings treatment setup also includes several 70-m-diam high-rate thickeners designed to dewater fine flotation tailings and to clarify and recover the warm process water for reuse in the extraction processes. The thickeners will produce underflow with a density of >50 wt% solids, along with overflow warm water containing less than 0.5 wt% solids. Retention time will be about five hours.
How Much?
In the weeks following the release of the
tailings directive, the province’s oil sands
operators declined to offer specific comments
on how they were going to achieve
compliance with its requirements, or how
much it would cost, until they had more
time to study the situation. As most operators
are already either producing or preparing
to produce consolidated tailings, it
seems unlikely that compliance would
require major physical changes in their
basic plant setups—but the overall tailings
performance, reporting and planning
requirements imposed by the directive will
definitely involve additional costs. One of
the few indicators of the rough magnitude
of these costs was provided by the
Canadian Oil Sands Trust (the largest owner
of Syncrude, with 36.74% of the project)
in its third-quarter 2008 financial and
operating results report, in which it stated
that over the next few years Syncrude
expected to incur additional charges in its
cost per barrel of $5 to $10 per barrel
annually for large environmental and infrastructure
projects, including tailings system
initiatives “…to improve and supplement
the effectiveness of systems used to
separate water from sand and clay.”