
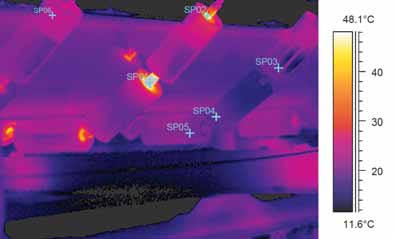
Figure 1: Thermograms were taken with a FLIR P60
with a 12° lens.
Using IR Imaging to Diagnose Problems in Conveyors and Crushers
Infrared imaging can be very useful for detecting thermal anomalies caused by
mechanical problems in mine and plant equipment
By Hennie Matthee, Kumba Iron Ore Ltd.
Thorough IR surveys must include all factors of operation systems for it to be effective. This article will demonstrate the need for this attention by using IR systems for Root Cause Failure Analysis to eliminate costly maintenance issues in mine conveyors and crushers.
Temperature Sensor
Comparison
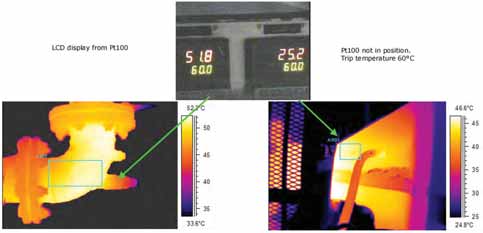
Routine inspection was done on ore crushers
with the infrared camera, in this case a
FLIR P60 with a 12° lens (See Figure 1),
chosen for its superior thermal and visual
image quality, spot size resolution and
temperature measurement accuracy. The
main objective of this IR inspection was to
determine the accuracy of the Pt100 (a
common platinum resistance thermometer)
by comparing countershaft and oil
temperature readings to the camera’s LCD
display and to report any anomalies. Figure
2 shows that the placement of the sensors
is crucial in order to report the correct temperature,
and that thermography can aid in
locating the best area.
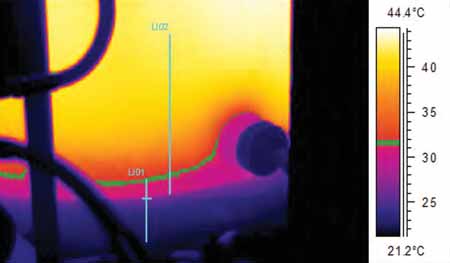
To clarify the abnormalities indicated by the thermogram, oil samples were taken from the bottoms of all the reservoirs where the infrared images indicated temperature differences. The lowest suction point of the reservoir is located 100 mm from the bottom of the reservoir.
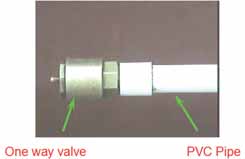
To ensure that samples were taken from the bottoms of the tanks, a company specializing in oil filtration used a one-way valve mounted at the end of a 20-mm PVC electrical pipe to take bottom oil samples (See Figure 4). When the PVC pipe was at the base of the reservoir the plunger of the valve opened the valve and the oil flowed to the inside of the pipe. The pipe was removed from the reservoir and the oil was drained into the sampling bottle. The oil samples were then sent to the Sishen mine oil lab to be analyzed. The oil analysis report indicated that the oil was very contaminated— so contaminated, in fact, that it clogged the filters in the lab instruments. The analysis, indicated in Table 1, showed that the buildup at the bottom of the tanks contained high concentrations of iron (Fe), copper (Cu), lead (Pb), silica (Si) and water (H2O). What the IR image actually revealed was the residue and build-up at the bottom of the tank.
The question then arose of how to prevent
the oil pump from sucking in water
and sludge. One way would be to raise the
suction point above the level of the sludge,
but that would do nothing to eliminate the
sludge. The reservoir’s filtration system
could not effectively remove it, and
because there was no drain point to drain
all of the oil from the tank, any new oil
would be contaminated when refilling.
Diagnostic Engineering proposed four
potential solutions:
A.Clean the reservoir by hand—Cleaning by
hand can only be done when major repair
work is scheduled for a specific crusher.
To do this the oil must be drained and the
reservoir opened, flushed out and
cleaned. This method would be effective
but very time-consuming.
B.Make use of the filtration system—Stir the
oil in the reservoir to force the residue at
the bottom of the tank to move. The oil
would flow through the existing filtration
system and be cleaned to the filter specifications.
This would take time and filters
are expensive. Some of the contaminants
might pass through the filter, causing
unnecessary wear.
C.Redesign the oil reservoir—Redesign the
oil reservoir so that the sludge and water
can be drained at any time. The design
would still protect the pump and filters,
and there would be no need to drain all
the oil, thus reducing costs.
D.Install a new filter system on all oil
reservoirs—One of the reservoirs had a
new filter system that was keeping it
significantly cleaner than the others, as
confirmed by both the oil reports and the
IR images. That same filter system could
be installed on all of the other reservoirs.
With regular inspections of the oil reservoirs the IR image will indicate any buildup of residue at the bottom of the tank and maintenance personnel can be tasked to drain the sludge.
Improving Selection of
Proper Conveyor Components
In another example, thermography was
used to detect design shortcomings and
select the best available conveyor idler for
a specific installation. IR inspections on
conveyor equipment helped SAPO (South
African Port Operations) Saldanha to determine
the best idler supplier for their specific
conditions and redesign conveyor
equipment to increase production and
reduce maintenance costs.

The primary inspection, involving all conveyor drives, substations, conveyor equipment, hydraulic systems and the tippler, was to determine the reason for deterioration of the existing rollers, make recommendations on how to solve the problem and help with necessary modifications. Two companies offered competitive prices to manufacture new rollers to Saldanha’s specifications, and it was decided to use thermal inspections to determine which company’s idler would be best for the conditions.
Conveyor belt specifications included:
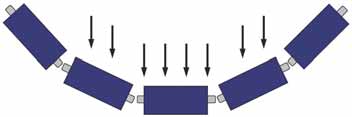
• Garlands consisting of five rollers,
• Belt speed of 4 m/s,
• Capacity of 6,000 – 7,000 t/h,
• Idler spacing: 1.5 m trough and 3 m
return idlers,
• Bulk factor 2.75 x volume, and
• Carried material comprising iron ore
(-27 mm to +0.2 mm).
Thermography showed hot spots on the idler bearings at normal load conditions. Problems were detected on more than 400 garlands, each consisting of five idlers per garland. Most of the problems were found on one type of idler. The defects were reported to the quality manager at SAPO.
The garlands were changed at the next maintenance window. After they were installed a follow-up IR inspection showed hot spots on the newly installed idlers. Examiners at SAPO said that some of the new idlers failed within two to 13 days after installation. Examination of one of the idlers showed that the bearings had failed. Possible causes of failure could be excessive belt tension, overloading, improper lubrication, under-designed idlers, misalignment of idler or structure, eccentric or out-of-balance idler or quality of the idler.
The IR inspection (See Figure 7) indicated that the average working temperature of idlers from one supplier (B) under load was between 8°C and 12°C. The average working temperature of idlers from the other supplier (A) was between 27°C and 170°C.
One idler from each supplier was cut open to determine the cause of the temperature differences. The main differences between the two suppliers were the outer seal, inner seal and the thickness of the bearing cap. Supplier A used a cheap outer seal with no inner seal while supplier B used a labyrinth outer seal and an inner dust seal. Supplier A used a no-name bearing while supplier B used a well-known brand of bearings.
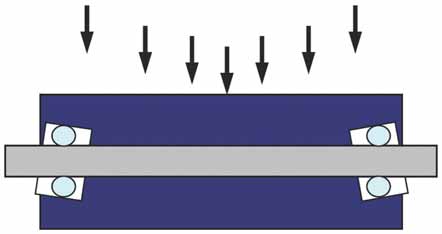
The bearing end caps of supplier A gave no support to the bearing under load conditions. This caused the end cap to deform under load and misalign the bearings, as shown in Figure 8. The result of misalignment was overheating and failure of the bearings.
Acknowledgements
The author wishes to acknowledge the
cooperation of Maintenance and Oil Lab
personnel at Sishen Kumba Iron Ore, Filter
Focus South Africa personnel and H
Rohloff (PTY) Ltd., Johannesburg, South
Africa.
To download technical reference materials or view webcasts on IR technology and non-contact temperature measurements, visit www.goinfrared.com/IRdiagnosis.
Hennie Mathee is a diagnostic engineering thermographer at the Sishen mine, Kumba Iron Ore Ltd., South Africa.