The ST7LP offers higher tramming capacity under a lower back height, greater breakout forces,
faster boom movements and better performance on grades than its predecessor, the ST600LP.
Low Profile Scooptram: Higher Capacity, Quicker, Safer and Cleaner
Atlas Copco says its new Scooptram ST7LP represents the next generation
of underground loaders for low headroom operations
By Kyran Casteel, European Editor

The latest LHD designed to meet these needs, Atlas Copco’s Scooptram ST7LP, continues the trend, providing higher tramming capacity under a lower back height, greater breakout forces, faster boom movements and better performance on grades than its predecessor, the Scooptram model ST600LP. The new model is also shorter and lower at the rear end, which allows operation in low headings with an uneven footwall.
Productive Progression
Whereas loaders for use in narrow vertical
or sub-vertical ore bodies, such as Atlas
Copco’s HST 1 and ST-2 models, must
necessarily be restricted in width, with secondary
limits on height and length, the
ST7LP is designed for operation in reef
and other deposits where the primary
restriction is on height.
Designed to operate under a back height of 1,800 mm, the ST600LP was developed in collaboration with Anglo Platinum in South Africa and first entered service at that company’s Waterval mine in 2001 as part of a package of low profile equipment including drilling rigs and bolters. Other LHD manufacturers who have focused on low profile equipment include: Sandvik Mining & Construction, who worked with Lonmin Platinum to introduce its own suite of low profile equipment including the LH 205 L loader; the German company GHH, which introduced the 1,300-mm-high LF4.2 loader for South African gold and chrome operations around 1990 and last year introduced the SLP 12; and another German manufacturer, Schopf, which commenced testing the low profile SFL60XLP in a South African platinum mine last year.
Anglo Platinum reported that 38 ST600LP units working at Waterval have been loading 240,000 mt/month. Atlas Copco has sold approximately 90 other ST600LP loaders to customers in South Africa, Portugal and the United States. The LHD was designed to use either Atlas Copco’s EOD (Eject-O-Dump) bucket or conventional ones.
The Hardware
The Scooptram ST600LP fleet at Waterval
has been contractually serviced by Atlas
Copco and this experience has provided a
large part of the input used to design the
more productive Scooptram ST7LP. Anglo
Platinum staff took part in the development
process both in Sweden and at
Waterval, explained Hermann Hollhumer,
section engineering manager at the Waterval
Shaft. In particular, the mining company
wanted to see improvements in oil consumption,
tire life, engine life, cost per
hour and the ergonomics of the operator’s
compartment, Hollhumer added.
However, maintenance engineers from the Beralt Tin & Wolfram (Portugal) Panasqueira mine were also able to raise their specific concerns about the Scooptram ST600LP with the design team in Sweden during a training exercise in 2006. This followed Beralt’s purchase of two ST600LP machines, plus two more Rocket Boomer S1L drilling rigs, to add to the mine’s original fleet of four loaders and three drilling rigs. The Panasqueira team also saw the ST7LP in its prototype phase at this time. Although the new model is specifically designed to meet Anglo Platinum’s requirements regarding safety, productivity and environmental aspects, it is also intended for other equally or more demanding low-seam mining applications where the back heights are as low as 1,600 mm.
New Power Train
To a significant extent the advances that the
Atlas Copco design team have been able to
make stem from the new power unit, a 6.7-
liter Cummins QSB. This six-cylinder Tier 3
compliant engine delivers 144 kW (193 hp)
and maximum torque of 931 Nm, compared
with the 136 kW and 667 Nm ratings
of the ST600LP’s engine. The MSHA Part 7
ventilation rate is 241 m3/min and the particulate
rate is 269 m3/min, compared with
495 and 156 m3/min, respectively, for the
ST600LP. The QSB 6.7 is coupled with a
Funk transmission that has four gears rather
than the three available on the ST600LP.
This new drive train provides the Scooptram
ST7LP with a tramming capacity of 6,800
kg (ST600LP = 6,000 kg) or 5,800 kg with
an EOD bucket.
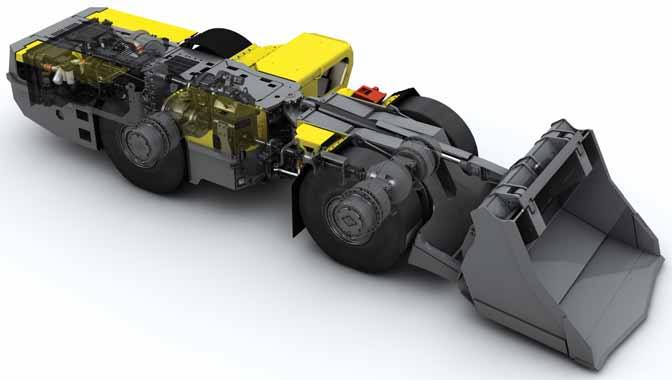
The ST7LP offers higher tramming capacity under a lower back height, greater breakout forces,
faster boom movements and better performance on grades than its predecessor, the ST600LP.
Today low emissions and fuel efficiency are equally as important as power output, and the water-cooled, turbo-charged QSB uses a high-pressure common rail fuel injection system to achieve a clean and efficient burn. The engine’s Electronic Control Module controls the fuel injection and can detect most engine malfunctions. In addition, the Finnkat exhaust cleaning system is available as an option. The lower fuel consumption enabled the Atlas Copco design team to reduce the fuel tank capacity to 190 liters from the 220-l tank fitted to the ST600LP. Conversely, the hydraulic tank is 34 liters larger on the new loader, at 111 liters.
However, Atlas Copco said, Tier 3 engines also require higher fuel quality. In many countries it is not always possible to get the high fuel quality specified. Also the mining environment is generally quite dirty and keeping the strict levels of cleanliness demanded by the engine manufacturer is always a challenge. Consequently the ST7LP has two filters, installed in series. The primary filter has a large filter area and a 2-micron rating, and will clean the fuel of contaminants and water. As dirt is collected in the filter, the fuel level rises. This can be seen in the transparent filter housing. When the fuel level has reached the top of the filter, it is time to change the filter. Because of this unique feature, the filter only needs to be changed when indicated by its condition. In other words, clean fuel equals long filter life; dirty fuel equals shorter filter life. Water that is separated by the filter is collected at the bottom of the filter holder. When the maximum water level is reached a switch is triggered and a warning will be displayed advising the operator to drain the water. The secondary filter is a safety filter and must be changed according to the engine manufacturer’s stated change intervals. There is also a manual fuel primer pump that allows quick and easy removal of air when the filters have been changed or if the machine has run out of fuel. The ST7LP design team has exceeded the engine manufacturer’s recommendations regarding fuel filtration.
The transmission has also been changed from the Dana Series 32000 used on the ST600LP to an “Intelligent” Funk DF150 transmission with automatic declutch and proportional control for smooth shifting and improved drive train life. The transmission has four gears forward and four reverse and is built with an integrated torque converter. A transmission control unit (TCU) controls the proportional valves for fully modulated gear shifting. The operator has the option to drive the machine in automatic or semi-automatic mode. In automatic mode the operator selects the desired maximum gear and the machine will chose the optimum gear depending on the load factor, speed, throttle position etc. In semi-automatic mode the operator manually selects a preferred gear and limits the upshifts; this is also called bump shift. The TCU will not shift into a gear that may possibly damage the transmission or engine, such as downshifting that causes the engine to overspeed. Neither will it surprise the operator with upshifting to a higher gear than selected, to eliminate a safety hazard when driving down a ramp while loaded. The state of the transmission is constantly monitored. Any detected problem will be displayed for the operator and logged on the machine.
The Scooptram ST7LP is equipped with the Rock Tough 406 axle proven on the Scooptram ST710. The SAHR brakes have been upgraded to match the higher performance of the ST7LP. The brakes are flushed with cooled oil. Any contamination from wear in the brakes is filtered through the hydraulic filter before returning to the tank. Based on experience from the ST710, the expected service life before a brake rebuild is more than 10,000 hours. The brake performance and safety system functions are checked daily when the operator does the automatic brake test. Any malfunction or performance loss will be logged for future reference. A brake test reminder helps the operator remember to test the brakes. The interval between the reminders can be set according to mine policy.
The steering system incorporates a soft stop function that will slow steering movement before the mechanical stops are reached at 42.5º, so reducing structural stress and operator vibration levels. The system also detects worn mechanical stops that can lead to steering cylinder failures.

The hydraulic cooler uses a thermostatic bypass valve to make sure the oil quickly reaches normal operating temperatures. Low temperatures increase wear rates and lower efficiency. Hydraulic oil level and temperature are monitored at all times. If overheating or a low oil level is detected, the operator will be alerted with a visual alarm and the problem will be logged for future reference. An interlock on the cab door disables any hydraulic movements including steering and prevents release of the park brake. This prevents machine movement as the operator enters or leaves the cab. Once the machine is moving above 4 km/h the function is disabled but will still give the operator a warning to check that the door is properly closed.
Clean hydraulic oil is the key to a reliable hydraulic system, Atlas Copco points out, and contamination most commonly occurs when hydraulic oil is added. Dirty oil or dirty filling equipment are the most common sources of contamination. To minimize the problem, the ST7LP uses a 12 μ absolute return line filter. This filter catches 99.5% of all particles of 12 μ size or larger every time the oil passes the filter. The filter also catches 50% of all 4 μ size particles every time the oil passes the filter. At full flow, the entire oil volume of the hydraulic tank volume is circulated twice per minute. So, for example, if there is a contamination of 10,000 particles of 4 μ size in the hydraulic tank, after five minutes the oil will on average have passed the filter ten times, reducing the contaminants to less than 10 particles.
Redesigned Frame
Low-profile applications are among the
toughest loader environments in the industry.
Contact with rock wall and roof are
common and the resultant structural
stresses on the LHD are high. The
Scooptram ST7LP features a more compact
yet very robust frame structure which
is the same height—1,390 mm—as its
17.5 x 25 L5S tires. This height reduction
was facilitated by the dimensions of the
QSB engine and by a new compact cooler
package in the back of the machine that
cools three different systems: engine
coolant, charge air cooler and transmission
cooler. The three coolers use the L&M Vcore
radiator system. In case of a leak, a
damaged tube can quickly be replaced or
plugged without removing the cooler. This
of course helps improve machine mechanical
availability. If the machine is to work in
a highly corrosive environment, an optional
epoxy coated cooler is recommended.
Operating ambient temperature range is up
to 52°C (125°F).

Operation
Given the apparent vulnerability of the sidemounted
operator’s cab on both the
ST600LP and the ST7LP, it is not surprising
that ergonomics and safety have been key
criteria during design work for the new
model. The ST7LP features a newly CE certified
and FOPS/ROPS approved open operator
compartment that is oil-free. The cab is
rubber mounted to the frame to reduce
vibration levels. A conformable side-positioned
T-back seat allows enough space for a
miner’s belt with battery and rescue pack.
Two multi-function control joysticks are
placed at the end of the armrests on each
side of the operator. All necessary functions
needed during driving and mucking are conveniently
placed in the joysticks and available
for the operator “at the touch of a button”
(lights, horn, gear select, bucket float,
ride control, bucket count, cameras).
Because of this feature, the operator need
never take his hands off the controls and can
focus his full attention to the job at hand.
The new Scooptram also incorporates the Atlas Copco RCS (Rig Control System) specifically built to work in underground machinery, which offers new levels of safety and reliability as well as ease of operation and troubleshooting using the intuitive, simple, clear and multi-function display interface.
The RCS constantly monitors the status of the machine. Any problems that occur will be displayed for the operator and logged for future reference. Warnings displayed for the operator will also be displayed on the Status Indication lights. The status lights show the machine status to personnel outside the operator’s cabin.
The standard machine is equipped with powerful Hella 70-W halogen lights placed strategically to provide clear vision for the operator and a safer working environment. An optional LED light set is available to replace the standard halogen lights. LED lights have no filaments that can break and are therefore insensitive to vibrations. The expected lifetime of the LED lights is over 20,000 hours and as they also consume only half as much energy as standard halogen lights—0.5 rather than about 1 liter diesel per hour—the total cost of ownership will be lower with LED lights.
Operator visibility has been increased by fitting two night vision-capable color cameras with wide-angle lenses. The cameras can see in total darkness although picture quality is improved when using the standard lights. The displayed camera view is linked to the transmission and is automatically chosen depending on direction of travel. The operator can temporarily choose to look at the other camera by holding the camera button on the joystick. This works much like taking a look in the rear view mirror of a car. The rugged RCS display is used as a camera monitor so no extra monitor is needed.

Load weighing is an optional system that can measure, accumulate and log the amount of ore handled by the machine. The material weight in each bucket will be measured and displayed for the operator. This makes it possible for the operator to check that the full capacity of the loader is utilized. It also makes it possible to avoid overloading the machine, or overloading trucks. The number of buckets and the accumulated load is logged for production follow up. The production information can be can easily be downloaded on a standard USB memory stick.
Maintenance
Atlas Copco pointed out that daily checks
and preventive maintenance are often
overlooked or postponed when daily production
is prioritized. Normally, the result
of this neglect is not seen immediately
but not following the service timetable
does often considerably shorten the lifetime
of the engine and drive train components.
On the Scooptram ST7LP the upbox
level, engine coolant level, and engine
oil level indicators, as well as the engine
oil fill and drain points, are located in one
place and are accessible from ground
level. There is no need to climb on or
crawl under the machine. This centralization
of service points to make access easier
and quicker has simplified the daily
checks and shortened the time it takes to
perform preventive maintenance. The
most common 250-hour preventive maintenance,
including change of engine oil,
oil filter, fuel filters and air filter, takes
less than 20 minutes.
The automatic brake test with diagnostics and logging is a standard feature on the ST7LP. The operator gets a reminder to do a brake test and when the test is started all components involved in the brake system will be tested for function and performance: brake pedal, stroke and function; park brake button, function; hydraulic valves, leakage and function; electrical wiring, connection, shortcuts; sensors, connection function; switches, function, redundancy; and SAHR brake performance.
A successful test will ensure safe operation of the loader. The successful test will be logged together with date and time for future reference. Any irregularity detected during the test will result in a warning and a clear text message explaining the problem for the operator. The warning will also be logged together with date and time for future reference and troubleshooting.
As well as the LED lights, Finnkat system, a choice of bucket types and sizes and the load weighing system, optional equipment includes alternative X-Mine tires, a cold weather operations package, Ansul Checkfire automatic fire suppression, Lincoln auto lube system, Wiggins fast fuel fill unit, electric pump for hydraulic tank filling, wheel chocks and brackets and various parts and tool kits.
So Far, So Good
Having put so much effort into the design
of the Scooptram ST7LP, as well as having
considerable experience with the ST600LP,
the Waterval platinum group metals mine,
near Rustenburg, South Africa, was the logical
place to test the new LHD. Anglo
Platinum, which has very extensive experience
in low seam operations, originally
designed the Waterval mine to extract 3.2
million mt/y from an orebody just 0.6-m
thick and dipping 9°, using a room-and-pillar
method and the Atlas Copco fleet previously
mentioned. The layout at Waterval is
divided into 12 sections with nine panels,
or stopes. Each panel averages 12 m-wide
x 1.8 m-high, with pillars of approximately
6 m x 6 m. Ramps from the surface provide
the access for men, machines and supplies,
and also accommodate conveyor belts for
transporting the ore out of the mine.
Loading from the different rooms is a crucial part of the operation, and the specially designed EOD bucket on the Scooptram is used to dump ore on feeders that transfer it to the conveyor system for transportation to the surface. According to Hollhumer, trial operations of the Scooptram ST7LP from September 2007 to September 2008 went very well. Neither wear rates for the major components nor running costs were precisely quantified but both were clearly much better than those for the ST600LP. Hollhumer is of the opinion that the superior performance of the ST7LP will make it very competitive in the market for this class of loader. However, in order to win the maximum benefit from the new LHD at Waterval specifically, bolting and drilling capability would have to be improved, he says.
Atlas Copco delivered the first preseries production Scooptram ST7LP machine to the Panasqueira tungsten mine in November 2008 and the second in mid-January 2009. Clearly, the Beralt Tin and Wolfram staff visiting Atlas Copco in Sweden had been impressed by the reaction to their feedback and by the design of the Scooptram ST7LP. While the concerns that Panasqueira expressed in 2006 were generally similar to the issues raised by Anglo Platinum, particularly the quality of the operator’s cab, Tiago Cardiga, who is responsible for the maintenance of underground equipment, explained that specific problems arise from some difficult conditions at this very old mine.
Operated by Sojitz Corp., Panasqueira exploits stacked wolfram-bearing quartz veins in metamorphosed schist. The mineralized zone has dimensions of approximately 2,500 m in length, varying in width from 400 m to 2,200 m, and continues to a depth of at least 500 m. Access to the mine’s main levels is by a 2.5 m x 2.8 m decline from surface, with a gradient of 12%. The main levels consist of a series of parallel drives that are spaced 100 m apart, and which provide access to the ore passes for rail transport, and connect with ramps for movement of drilling and loading equipment. Blocks of ore are laid out initially in 100 m x 80 m sections by driving 5 m wide tunnels, 2.2 m-high. Similar tunnels are then set off at approximately 90° to create roughly 11 m by 11 m pillars, which are ultimately reduced by splitting to 3 m by 3 m, providing an extraction rate of 84%.
Blasted ore has been loaded from the stopes by a fleet of six Atlas Copco Scooptram ST600LP machines that tip into 1.8-m-diameter bored raises connecting to the main level boxes. Each Scooptram ST600LP cleans four to six headings/shift on a maximum 200-m round trip to tip, consuming 16 l/h of diesel. Rail haulage with trolley locomotives is used to transport the ore to the shaft on Level 3, and to the 900 t-capacity main orepass on Level 2 that provides storage for the 190 t/h jaw crusher located at the 530 m-level.
But the headings at Panasqueira are no easy ride and there are also sharp changes from downhill to uphill grades. In these conditions the considerable length of the ST600LP power frame led to chassis cracking along the power train and to frame damage caused by bottoming out, said Cardiga. Also the mine is wet and muddy, making effective lubrication of key components such as the center articulation a difficult task. Mud entering the cab from below caused excessive play in both the accelerator and brake pedal pins.
Cardiga is just as enthusiastic as Hollhumer about the improvements Atlas Copco has made to the Scooptram ST7LP as compared to the ST600LP. “If you know both machines” he said, “it is easy to understand that we are going in the right direction, a whole new direction.” The operators love the ST7LP. “The extra power and torque, extra hydraulic force which ensures that once in the muckpile they have a full bucket, and the greater level of comfort and protection they experience in the cab puts a grin on their faces every day,” said Cardiga. The Finnkat filter also improves the air quality around the loaders. So far (as of early February 2009) the first ST7LP is still running on the original rear tires while the front set was replaced at 650 hours—very good life by Panasqueira standards. Average fuel consumption readings have been around 12.6 liters per hour.
The extra productivity of the new loader should help the loader fleet keep pace with the drilling fleet, which has previously been difficult as the mine has consistently improved blasted rock production. Cardiga also notes that the added machine protection provided by the RCS system on the ST7LP helps to offset the lack of operator training sometimes imposed by the recruiting difficulties in the remote area where Panasqueira mine is located—Barroca Grande is 300 km northeast of the Portuguese capital city of Lisbon, and 200 km southeast of the port city of Porto.
Like Hollhumer, Cardiga believes that the capability of this new Scooptram should encourage more widespread use of this size of LHD.