
Kidd Creek has been mining copper near Timmins, Ontario, for 40 years
Xstrata Copper Launches Kidd Creek Expansion Project
The deepest base metal mine pursues operational efficiencies
By Steve Fiscor, Editor-in-Chief
“The investment reflects Xstrata Copper’s commitment to the sustainability of the Kidd Creek mine and the Timmins community and its business strategy to continually implement improvements to enhance the value of its operations,” said Claude Ferron, COO, Xstrata Copper Canada. “Our ability to mine safely and efficiently at the current 8800 level, the commitment of our employees and support of the community were fundamental factors in obtaining the necessary approvals. We continue to study the potential to add more reserves at the mine and to further extend its operational life.”
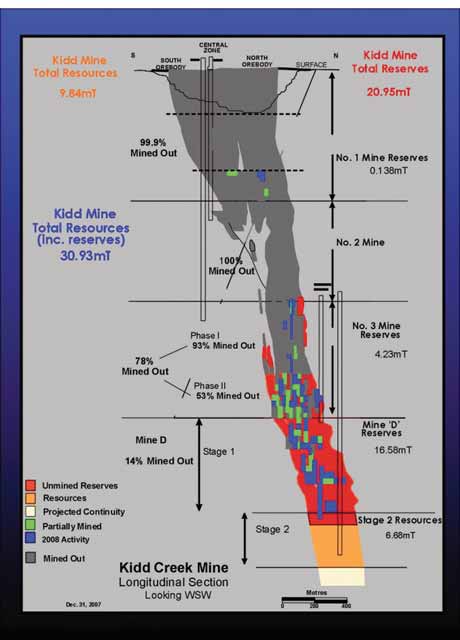
In 2007, approval was given to extend the mining zone to 9,100 feet and in June 2008 to 9,500 feet for a combined additional investment of C$148 million.
The Stage 2 expansion will provide additional reserves at a grade of 1.48% copper, 6.22% zinc, 0.28% lead and 80 g/mt of silver. Annually, Kidd Creek produces around 45,000 mt of copper and 130,000 mt of zinc contained in concentrates, and this latest project will enable the extension of a consistent production profile from the mine and an extension of the mine life to 2017.
Discovered by Texas Gulf Sulphur Co. in 1964, the Kidd Creek orebody ranks as one of the world’s largest base metal deposits. Originally owned and operated by Ecstall Mining Ltd. for Texas Gulf., the assets were purchased by the Canadian Development Corp. in 1981. Falconbridge acquired the operations in March 1986, and in 1989 Noranda and Trelleborg purchased a controlling interest in Falconbridge. Trelleborg subsequently divested its holding, and in 2005 Noranda purchased all remaining publicly held shares, keeping the Falconbridge name for the larger combined company. In August 2006, Xstrata plc purchased all Falconbridge operations, including Kidd Creek. It now forms part of the Xstrata Copper Canada division, one of five operating divisions of Xstrata Copper.
This year the mine will complete a transition where all production will move to the lower levels. The orebody, however, narrows at depth. To maintain production levels the mine will have to cycle between stopes at a much faster rate. Operating safely and more efficiently have become a priority. To do so, the mine will employ several new strategies as well as the latest technology in mining equipment.
Underground Mining
Experience
The Kidd Creek orebody was initially
mined by open-pit, and then, as further
reserves were identified, by a succession
of underground mines. The Mine D
Project Stage 1, the latest expansion
prior to this most recent Stage 2
announcement, was completed in 2006
at a capital cost of C$664 million. The
project included the development of
the D mine shaft which extends to
9,889 ft below surface and established
production areas at the 8800 level
(8,800 ft). Developed ore reserves now
reach to a depth of 9,100 ft. It is
presently the deepest mine with ramp
access from the surface.
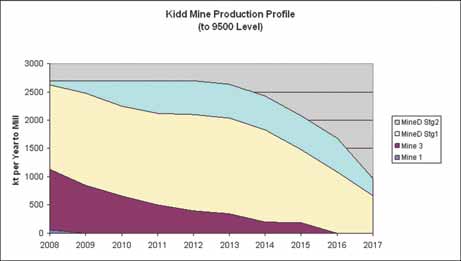
This Stage 2 expansion is critical for Kidd Creek to sustain the 2.7 million mt/y production rate moving forward. “Without Stage 2, we would have seen a production decrease in a couple of years,” Bruneau said. “The plan is to maintain a 2.7-million-mt/y production capacity for as long as possible. Kidd Creek is a big operation and an old mine with high fixed costs. So we need to maintain a high level of production.”
Historically, the Kidd Creek underground mining complex can be divided into four main areas, resulting from phased development of the deposit. These are the Nos. 1, 2, 3 and D mines. The No. 1 mine extended from the 800 level (pit bottom) to 2800 level. The remaining ore in the No. 1 mine will be mined out this year. The No. 2 mine stretched from the 2800 level to the 4600 level and was mined out in 2005.
The No. 3 mine was developed in two stages, Phase 1 from 4600 to 6000 level, and Phase 2 from 6000 to 6800 level. Phase 1 will be exhausted in 2010, while Phase 2 is in peak production and will be mined until 2015. The Mine D, Stage 1 project between 6800 and 8800 levels now produces more than one-half of the ore, and will be supplying the bulk of production going forward.
The majority of personnel and bulk supplies are moved between surface and underground via the No. 2 shaft, running to the 4700 level, and the No. 4 shaft, reaching from 4700 to 9600 levels. Transfer between the shafts on 4700 level is by train and ore is moved between the shafts by conveyor. The No. 1 and No. 3 shaft are presently used for ventilation only. Loading pockets on 2800 and 4700 levels in the No. 2 shaft, and 6800, 7700, 8300 and 9000 levels in the No. 4 shaft are used to transfer ore to skips for hoisting up the shafts. On surface, the ore is conveyed to four load-out bins, from which it is hauled by rail to the Kidd metallurgical site.
Mining at Depth
Prior to 2004, all of the mining was
taking place above the 6800 level.
During the last four years, the underground
operations transitioned to Stage
1 at the D mine. “That was a pretty big
change for us, especially at depth with
higher stress and squeezing ground,”
said Bruneau. “To deal with these conditions
we introduced paste backfill,
increased cable bolting and reduced
stope size. A smaller stope and quick
turnaround will allow for improved stability.
To mine the same tonnage, however,
requires much more work. We
have to do more production drilling and
more raise boring. We have very tight
cycle times. We want to mine the
stopes as fast as possible and then
backfill just as fast.”

Another big challenge at Kidd Creek is the geography. “We have a lot of ground to cover,” said Bruneau. “We are still mining in the No. 1 mine which is on the 2200 level. We have a stope starting on 9000 level in September. In about 18 months all mining above 6000 level will be complete. We will be more concentrated.” Moving equipment from one area to another is very efficient on the ramp, but the mine must plan well to avoid congestion.
Of course, safety is always a primary concern underground. Kidd Creek has also improved its safety record during this transition period and Bruneau credits Xstrata and its operating experience for helping make that achievement possible. One example of Xstrata’s policy is to include contractor incidents along with the mine’s statistics. “Kidd Creek employs numerous contractors, but there is now only one set of numbers when it’s time to refer to safety,” Bruneau said. “A mine must take responsibility for any person that comes on site.”
Consolidating those safety figures made the mine realize that there was room for improvement with the contractors. “Our relationship with the contractors has improved greatly,” said Bruneau. “We have regular meetings with them to make sure that their strategy is aligned with our strategy —to reduce the accident rate. It makes me proud to report that we have seen a 25% improvement in safety results from 2006 to 2007 and an incredible 75% improvement in 2008. We have an excellent safety record and a good working relationship with contractors.”
The mine uses the Positive Attitude Safety System where each crew has a safety chat before each shift and talks about what they are going to do today to make sure that they have a safe shift. “It triggers some good conversation,” said Bruneau. “We are still in the final stages of implementation, but it is already looking successful.” In addition to this program, Kidd Creek has added staff to its training department and safety group.
On a typical level the ore is hauled to an ore pass then a scoop moves the muck from the ore bin on the transfer level. After ore removal is complete the stope is filled using a paste backfill. “With the paste backfill system, we have the capacity to place 8,000 mt/d,” Bruneau said.
The mine depends on automated processes, primarily remote mucking with LHDs and teleoperated rock breakers, to improve safety and productivity. “The teleoperated rock breakers allow us to process muck using operators on the surface. We also have remote drilling capabilities. It’s important to keep miners in safe locations. Automation is key for us,” said Bruneau.
Kidd Creek Puts the
514 to Work
Kidd Creek currently operates 20 LHDs
in production and three of those are the
new Sandvik 514s. The mine was
expecting another machine to arrive
during August 2008 and it plans to purchase
three more in 2009. Of the six
514s currently operating in North
America, Kidd Creek purchased the
first three. “With the size of the stopes
being reduced, we had to make an adjustment with the mining fleet, moving
from the Sandvik 0011 LHDs to
the 1400 LHDs, and now the Sandvik
514,” said Bruneau.
Kidd Creek has been working with Sandvik since 1989. In 1993, the mine had a contract to purchase seven 501 LHDs and three Toro 400Ds, which are the 6-yd equivalent. “We bought 10 machines and started rebuilding and buying more,” Bruneau said. “We went to 11 501 LHDs. We tried a few 0011 units. When we changed the width on our development headings, we dropped back down to the 1400. We have 13 of those. And, now we are testing the next generation, the 514.”
“When we tendered for the loaders, one of the reasons the 514 won was the mine’s current 1400 inventory,” said Chris Pollard, manager of maintenance and plant operations, Xstrata Copper-Kidd Creek. “The operators went out and tested a few competitive machines. There was a lot communication between our operators, Kidd Creek maintenance specialists and Sandvik.”
In mines dust can be a factor. In a potentially dusty environment, it’s important to keep the cooling system running as efficiently as possible. “With previous models, it was hard to gain access to the radiators to clean them,” Pollard said. “The new Sandvik 514 has everything on swing-out doors, which makes them easy to service. If it’s hard to service, it’s more likely to get overlooked.”
Another example of an improvement incorporated into the new machine is the “wings” on the side of the fuel tank that deflect the exhaust off the back of the LHD rather than the side. “It keeps the machine from kicking up so much dust,” Pollard said. “That louver design has now become standard.
“The enviro-cab units are very popular and the operators really like them,” Pollard said. The operators like the 514 and so do the mechanics. About 40% of the new machine’s stocked parts are interchangeable with the Sandvik 1400. Also, the new hydraulic system makes the LHD a more efficient machine because it is a pressure-compensated system, explained Pollard.
“The way the system is engineered also allows more of the engine horsepower to be available as tractive force going into the muck pile,” Bruneau said. “Theoretically, with the same operator mucking the same pile, the 514 should outperform the 1400.” He and the mine are counting on that added productivity.
Maintaining the
Production Fleet
With more than 40 years of experience,
Kidd Creek has become a bit particular
about how its equipment is designed.
In general the OEMs provide equipment
that meets the basic needs, but
they do not necessarily address all of
the issues we encounter, explained
Greg Mascioli, mobile maintenance
superintendent, Xstrata Copper-Kidd
Creek. “From a practical point of view,
at Kidd we have more experience operating
and maintaining mining equipment
than our suppliers,” Mascioli
said. “The OEMs know how to build
equipment, but we want to add our own
flavor to enhance the safety of the
machines and make them easier to
maintain.”

Over the years Kidd Creek has developed a very stringent set of specifications for equipment design regarding electrical circuits, hydraulic hosing, etc. “That list of specifications grows every time we come across a new issue,” Mascioli said. “We try to design those problems out as much as possible before the equipment enters the mine.”
With hydraulic systems, as an example, Kidd Creek prefers to keep the hydraulic pumps, valves and plumbing on the same side so it does not cross the center section of the machine, Mascioli explained. “We try to keep the transmission compartment and the area around the high-speed drive line clean,” Mascioli said. “Proper clamping is the key. In fact, we believe in over-clamping hydraulic hoses. It tends to prevent chafing and the hoses last longer. It’s one of the many things we have identified over the years.”
Mascioli is the first to admit that Kidd Creek can be a very demanding customer and he says that Sandvik has been very obliging. “We have found their Lively facility to be one of the best in terms of building machines exactly how we want,” said Mascioli. “Our needs are a little different than the typical underground metal mine. We have a ramp accessible mine and do not have to take the gear apart. We can drive the equipment right into the mine.”
An LHD typically has more than 800 electrical connections. On the 514, Sandvik has reduced the number of connections to about 150 by switching to CANBUS type technology. With only 150 connections, the probability of failures is much lower compared to 800 points of connection.
Accepting CANBUS technology, however, would be a significant departure from the company’s “stringent” specification policy. In the past, the mine’s design specifications called for direct, labeled wiring from one terminal strip to another terminal strip in a sealed junction box, and the use of plug-in connectors were forbidden.
Corrosion is a major nuisance at Kidd Creek. Underground, the mine is essentially a high sulphide environment with mild sulphuric acid collecting just about everywhere. Sulphuric acid loves copper and corrodes exposed electrical connections. That’s one of the reasons why the mine preferred the sealed junction box with terminal strips.
“During the first year, you typically had minimal problems with plug-in connectors,” Mascioli said. “During the second year everything went to pot and by the third year it was a complete disaster. You would open the dash and it would be a rat’s nest where 50 guys had been pulling wires. The current Kidd Creek standards specify that every wire is numbered and that it correlates with the terminal strip. We also specified that a heat-shrink covering be used to protect the numbering. The technicians would test from terminal strip to terminal strip. With all of the numbers in front of them, they could identify the problem within minutes.”
By using the CANBUS system, Sandvik has eliminated the need to pierce a wire or open the panel, both of which expose internal elements to the environment. The system is sealed and it stays sealed. “Sandvik has taken a bit of turn with the CANBUS technology, and we have accepted it,” Mascioli said. “Rather than going from terminal strip to terminal strip, they have gone from plugin to plug-in, which is kind of a step backwards for us. They demonstrated how the plug-ins are specifically sealed for the underground environment.” With this new CANBUS system, there is not a terminal strip on the entire machine.
“Most of the troubleshooting can be done from the operator’s seat,” said Mascioli. “We can diagnose through the main panel right down to the component without having to pull out a voltmeter or open any junction boxes. The technicians can force a function. If they want the lights to turn on without using a switch, they can do it right on the panel.”
Mascioli explained that a lot of the new mechanics are coming into the field from the automotive industry. “For them, CANBUS is second nature,” Mascioli said. “Some of the more experienced maintenance technicians have trouble grasping the new concept. To the new guys though, they see this and smile.” Kidd Creek has hired 23 new mechanics in the last 18 months.
The mine has been operating the Sandvik 514s for one year and the have not seen any issues. The LHDs are one component of several programs aimed at improving the mine’s net productivity to allow it to more safely transition to increased production rates in more narrow stopes. Programs such as these free the managers at Kidd Creek to pursue continuous improvement programs while training the next generation of copper miners.

With improved operating efficiencies and approval for the new Stage 2 expansion, Kidd Creek looks forward to its 50th Anniversary.