
A typical vibration screen has four primary components—drive train and mechanism, screen body and suspension.
Shown here, in cutaway view, is a typical drive and its components.
Improve Screen Performance with Proper Selection and Maintenance
New equipment options, broader availability of customized designs and appropriate
maintenance can help plant operators shake out vibrating screen problems
Volumes have been written on plant maintenance concepts, and it’s beyond the scope of this publication to attempt to summarize such a vast topic. What E&MJ can offer in the limited space available is information at a practical level that can translate into operational savings.
Vibrating screens for example, require frequent inspection and a relatively high level of maintenance attention, and their ultimate contribution to plant productivity starts even before installation.
At a recent technical conference sponsored by E&MJ’s sister publication Coal Age, M.W. Shields of West Virginia, USA-based screen supplier Conn- Weld Industries presented practical advice on maximizing screening machine performance. His presentation, although intended primarily for a coaloriented audience, offers valuable information applicable to a wide range of screening applications and is summarized below.
Screen Maintenance:
Combining Routine
with Unique
According to Shields, the elements of
vibrating screen maintenance are in
many ways similar to any maintenance
program, yet drastically different in
other respects. To properly maintain a
screening machine, plant operators
need to choose the appropriate screening
machine for the application and
install it properly. The way the feed is
distributed to the deck is important.
Screen motion also has a big impact on
how the machine operates.
Options currently available from screen suppliers can help reduce future maintenance, such as isolation bases, cardan shafts, and wear materials that range from urethane and rubber coatings or liners to ceramics and specialty steels. An isolation base dramatically reduces the forces being transmitted into the structure and also the screen body. Cardan shafts prevent stress in the motor and twists in the vibrating screen body. Wear options slow destruction of the machine body when the plant goes to larger capacities.
The supporting structure under a vibrating screen is one of the most important aspects of successful operation. An improperly supported screening machine will perform poorly and experience premature body failure. Support structure for vibrating screens must be designed not only for static load but also for natural frequency. Extra care should be taken to ensure the structure is large enough to absorb sympathetic vibration.
Installation is also a critical item for vibrating screens. Nonlevel or out-ofsquare spring seats will result in torsional twisting and uneven motion. This will lead to failure of the vibrating screen body.
Proper presentation of the material is important in order to prevent the material from traveling down just one area of the machine, resulting in poor performance and increased wear. Material should be placed on the machine as gently as possible, allowing the vibrating screen motion to move the material along the deck.
The drive mechanism is the heart of a vibrating screen. The drive consists of housing, bearings, gears (where applicable), shafts and counterweights. Plant operators should pay particular attention to lubrication type and amount, and exchange time recommended by the manufacturer and adhere to it strictly.
The vibrating screen body can cause problems if it is not maintained. Worn parts, loose or missing bolts, loose screen surface or worn rubber can cause premature failure of any of the body parts. All loose and worn parts should be repaired or replaced as soon as they are detected.
The suspension, just like the structural support, is the foundation of the machine. Plant operators should always be sure to have the proper size and quantity of springs required for the machine. Rusty or broken springs should be changed in sets so that the support under the vibrating screen is not uneven. Rubber mounts take a permanent set with time and need to be changed even before they look like they have failed.
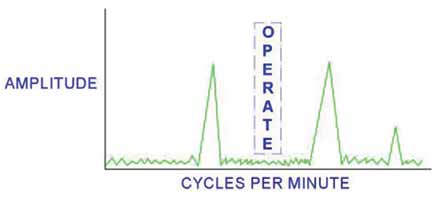
Many things can affect the motion of the vibrating screen but the most misunderstood is residence frequency or residence vibration. Residence vibration occurs when the operating speed in cycles per minute is the same as the natural frequency of an object. Vibrating screens are subject to this condition, which can result in parts failure. When a vibration analyzer is used to obtain a spectrum of the machine, it will show various frequencies that, when operating within, will cause the screen to produce less-than-optimal screening action. There are several critical frequencies that must be considered: the natural frequency of the springs, the torsional frequency, and the natural frequency of various individual parts must be avoided. The machine must operate between these frequencies and should be at least 50 rpm from major frequencies.
Shields emphasized that vibrating screen maintenance is an important aspect of plant operation. A plant operator must consider many aspects when operating a vibrating screen—some of which are similar to other equipment, yet others very different.
Customization vs.
Off-the-Shelf?
When it comes to screening applications,
another avenue that can lead to
lower operational costs is customization.
Plant managers and engineers now
can order equipment optimized for their
specific application without sacrificing
features previously only available with
standard product-line machine units.
The payoff is often in terms of quicker
installation, increased throughput, less
maintenance, and longer equipment
life—all of which points to a faster way
to profits.

Creating a tailored-for-the-job item of equipment begins with research. A custom screen manufacturer must collaborate closely with the plant builder or the operations manager to correctly qualify and quantify operational needs. SMICO Manufacturing Co., located in Oklahoma City, Oklahoma, USA, provides both stock and customized screening and sifting equipment to various industries. The company's product line includes conveyors, separators, feeders, sifters and vibrating screeners ranging in sizes up to 8 x 20 ft.
SMICO, for example, begins a custom project by collecting pictures, drawings, blue prints and material samples—the latter of which is analyzed in the company’s on-site test facility. With a 70-year history of evaluating materials, the company passes along its non-recurring engineering savings to the customer. Starting with this information, the process of customizing screens—especially for retrofit applications—continues with the consideration of form, fit and function.
Modifications to conform to the profile and footprint of any screen should ideally be undertaken by the manufacturer of the equipment, not the end user. For example, moving the drive to the center of the machine, as opposed to the more standard top location, can help fit a large screen into a space with low headroom.
Perhaps the most challenging aspect of customizing equipment is fitting it into existing mountings. After-the-fact adjustments of conveyors and other feed and transfer systems can slow down the process of installation, and, at worst, result in inefficient material handling. Custom equipment suppliers should be willing to conduct the initial studies to ensure a new screen fits readily into place when delivered. For instance, custom screens should offer a choice between suspension or base mounting.
For direct replacement, exact duplication of function stands as the premier goal. Pressure to push through greater volumes, though, often demands increased functionality over that of the original screen. Here, the equipment designers must select the drive and method of screening that best fits the application at hand.
The best of these products go even beyond the three basic parameters— adding ruggedness, timeliness of delivery and cost-effectiveness—to save an operation even more money. For instance, a dual-deck vibrating screen can be ruggedized with four bearings, as opposed to two, to ensure that it is able to handle necessary throughput requirements. The use of hardened materials such as A516 carbon steel adds to a screen’s increased strength and durability, allowing future refurbishing that can keep a screen operating in the field for 15-20 years or longer.
Lastly, no matter how good a machine is, if delivery lags then the customer loses money. Even with customized features, the delivery timeline for screens should fall within a six- to 10-week period, according to SMICO.