Finsch Automates Diamond Mining
Integrating AutoMine with an ore management system, De Beers pushes production
levels to new highs at its largest block caving operation
By Steve Fiscor, Editor-in-Chief
Diamonds occur in kimberlite pipes and the vertical nature of the ore body lends itself to block cave mining as a natural extension when surface mining becomes prohibitive. The Finsch mine, located in Lime Acres (approximately 165 km southwest of Kimberley), started mining diamonds 40 years ago and has progressed through the cycle from open-pit to underground mining. The mine is currently using the block cave mining method to mine Block No. 4. The ore grade averages approximately 40 carats per hundred ton (cpht) and the market value for raw diamonds is roughly $60 to $80 per carat.
Knowing that it would transition further underground to the next mining block, Finsch began exploring alternative equipment technologies in 2000. They eventually decided to implement a Sandvik AutoMine system and it was commissioned in late 2005. In two years, automation has been completed to the point where autonomous trucks navigate a haulage loop between the loading points at the block cave and the primary crusher located close to the main hoisting shaft undeground. The benefits of this automation system include higher utilization of the dump trucks and Load Haul Dumpers (LHDs). The automated trucks tram at far higher speeds than conventional trackless fleets, which allows the mine to produce more ore.
“If you look at the 2006 tonnages, especially as far as the optimization in the truck loop is concerned, we increased our tonnages by approximately 70% from the block cave,” said Gerhard van Niekerk, operations manager, DBCM Finsch mine.
A sophisticated draw control system helps the mine manage its mineral resources more effectively. Even though the mine has steadily increased production, it has also demonstrated geotechnical stability in the block cave area. Compliance with draw control plans has been achieved and, as a result, no tunnel closures or drawpoint failures have been experienced thus far—a testament to the fact that the system works.
The Finsch mine maintains a great safety record in the South African mining industry, having recently celebrated 6 million fatality-free shifts. This system removes operators from a hazardous setting underground and places them in a much more comfortable environment, which further enhances safety. The risk of damage to the equipment due to human error is also reduced. The mine encountered some challenges implementing the system and, with Sandvik’s help, they have resolved many of those implementation issues. As production steadily ramped up to 16,000 metric tons per day (mt/d), it’s believed that the AutoMine system paid for itself in the first two years of full production. The Finsch mine is already in the process of evaluating the next stage, automating ore collection from the drawpoints and transporting it to the ore passes and crusher on the same level using automated loaders.
Concept to Reality Currently, De Beers retains more than 40% marketshare in the diamond mining business. “We have to live ‘up-to-diamonds’ in this business if we want to remain the industry leader,” said Dieter Haage, COO, DBCM. “Over the years the diamond mining business has changed. The company invested R150 million on prospecting last year. Until technology gives us the ability to peer through the Karoo sediment in these cratonic formations, we will have to grow the business by focusing on high volume, high return assets—the mines.”
Between now and 2020, the future of DBCM is in “drop down projects.” At least four of the company’s mines will either be adding an underground extension to the open-pit or an extension below the current operating level underground. Beyond 2014, as an example, the Finsch mine intends to mine Block 5. “With all of these future underground projects, understanding automation becomes vital,” Haage said. He was the general manager at the time the Block 4 AutoMine project was conceptualized.
DBCM is looking to optimize capital, build the future, focus on resources to grow business and optimize cash flow. “In all of those decisions automation has a role,” Haage said.
“We see ourselves as one of the leaders in terms of automated ore transportation,” Haage said. “First and foremost is the consideration around safety. That was a major part of the decision. With automation, people spend less time in a risky environment.”
“Given that we have all of these big underground projects looming and that we believe fundamentally that automation is the way of the future, this project provided an essential learning platform,” Haage said. “Not knowing what we know now, future projects would have been pit loaded. We always tend to take away a section of the mine. We are reasonably confident that this will not be necessary in the future.” Each decision to invest in automation has to be based on its merits, according to Haage, because not all applications favor automation.
Block Caving at Finsch
The Finsch mine was commissioned in the
late 1960’s as an open-pit mine. In 1990,
the mine began building the infrastructure
required to extract ore underground. The
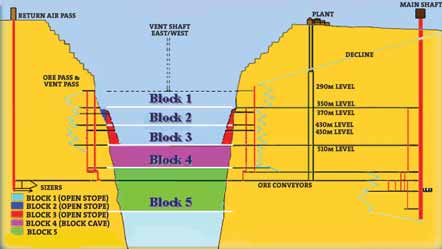
Finsch mine’s mineral resource is divided
into mining blocks (See Figure 1). The open
stoping mining method was used to mine
Blocks 1, 2 and 3. Feasibility studies at
that stage concluded that the mine should
proceed with block caving for Block 4.
In Block 4, vertical sections of ore are mined in 100-m lifts and it will use 358 drawpoints over the course of its life. The undercut level is positioned 610 m below surface (61 Level). The extraction level is positioned 20 m below it at 630 meters (63 Level). Tunnels are developed both in the 61 and 63 Levels to access the ore body. On the undercut level, 4- x 4-m arched tunnels are spaced at 15-m intervals. On the extraction level 4.5- x 4.5-m arched tunnels are spaced at 30-m intervals.
“From the onset, we tried to identify the one unmeasurable parameter for a block cave mine: structural integrity,” said Jason Raijan, mine planning engineer, DBCM. “The intention was to reduce risk by incorporating a design of continuously monitoring draw control process. Automation was a spin-off of this concept. As a result, automation was conceptualized and married to the design of Block No. 4.”
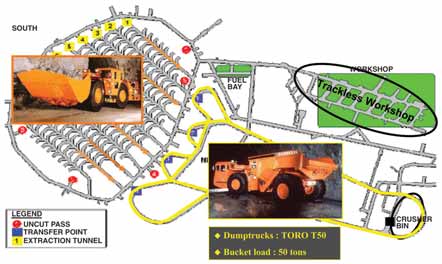
The extraction level has five transfer points where eight manually operated Sandvik 007 LHDs load six autonomous Sandvik 50D 50-mt dump trucks. The LHDs travel from the drawpoint to the transfer point and the automated dump trucks travel in continuous loop from the transfer points to a Kawasaki gyratory crusher (See Figure 2).
Ore production at Finsch has grown steadily from 6,000 mt/d in 2005 to 16,000 mt/d today. The dump trucks are averaging 34 mt and the LHDs average 8.4 mt, loading the trucks in four passes.
The primary function of the MCS is allocation of equipment to the required production loading points as well as traffic control. It knows the position of the LHDs at any point in time and all of the movements of the equipment are recorded in the system for mineral resources tracking. It feeds information back to the PCS in regards to actual changes in the production plan. Based on what changes have occurred in the production environment, the PCS recalculates, records, and sends data back to the CMS. At the end of the day, the total results or “actuals” are returned to the CMS.
The MCS also controls all the activities in the high-speed tramming loop and has the ability to take over all of the autonomous systems. In a control room on the surface, operators control the trucks and a single Sandvik 007 LHD. The automated 50-ton trucks are operated and controlled by laser and gyro guidance technology.
Draw control compliance is one of the measures that Finsch uses to determine efficiency. Basically, it measures the adherence to the short-term plan. “Our average for the year is 75%, which is 5% above the current target,” Raijan said.
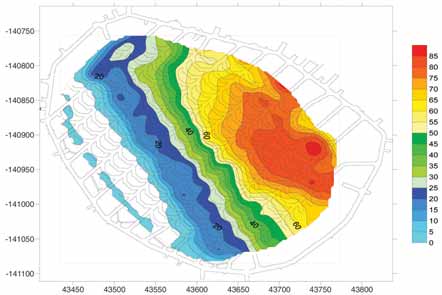
Another method the mine uses to determine mining efficiency is Height of Draw, which represents the height to which one would expect interaction based on the tons withdrawn from the block cave. Ideally, mine planners expect to see a gradual increase in the Height of Draw for older drawpoints (right-hand side of Figure 3) with figures declining for the newer drawpoints. “Both the draw control compliance and the height of draw figures indicate that the controls that have been put in place are working,” Raijan said.
In terms of production, Finsch experienced a steady tonnage build-up over the course of two years. Drawpoints were opened in sequence, based on capital requirements and construction time. The total amount of tons that can be produced increased as more drawpoints are opened. Today, the mine maintains an average production of 16,000 mt/d and intends to grow it further through optimization.
Implementing AutoMine
Being automated, the drawing of ore is
controlled and precisely pre-determined,
eliminating the risk of human error entirely.
“Finsch mine wanted to manage its
mineral resource more effectively. With this
automation project, that became a reality.
In essence, the management of the cave
was the crucial part and automation was a
spin off from this drive to manage the
cave,” said Danie Burger, senior advisor,
mass mining, Sandvik. Burger worked for
the Finsch mine prior to accepting a position
with Sandvik.
The AutoMine system at Finsch relies on the MCS for equipment monitoring and control, a wireless underground communication system (MineLAN), as well as InfraFREE Navigation system for the driving and navigation of automated trackless equipment. When Sandvik approached the mine, the system had to be modified because an automated truck offering did not exist at the time. “When Sandvik developed the system, a production scheduling system was conceptualized because it was felt that the production had to be optimized, specifically because of the storage capacity on the level and in the crusher,” Burger said. “Later, it was realized that because the mine had such a short caving height, we needed to manage it much more consistently and achieve a strict production schedule on a daily basis in order to prevent early waste material from entering the drawpoint and therefore cutoff payable mineral resources. Sandvik and Finsch introduced the concept of ore management, where the CMS was integrated into the system as a critical component of ore transportation.
“It was also realized, with the help of the inspectorate, that we had to put various safety controls in place to prevent people from entering an automated environment,” said Burger.
Starting in 2000, DBCM and Sandvik began to evaluate three different ore transportation concepts: manual, automated and hybrid (a combination of manual and automated). “We validated the current system, did the design and development work and began construction and commissioning,” Burger said. “In 2007, the current system utilization [Stage 1] had a life of seven years. If the mine achieves better production, the end date for Block 4 will move forward. There are various optimization stages that we will be going through in order to improve the performance and throughput of the system further.”
Stage 2 is planned for 2007-2014 and involves adding another automated dump truck to the loop and two more loaders on the extraction level. This stage also evaluates an automated loader on the undercut, incorporates the Sandvik plate feeder into the AutoMine system, and integrates the loader and trucks with an MMD 1500 mineral sizer on the undercut. “One of the simulation runs provisionally indicated that Stage 2 could add a further 3,900 mt per week to the production,” Burger said. Currently the Sandvik plate feeder, which side feeds the automated trucks with ore from the undercut level, is used during shift change over so that the trucks could continue with production.
Stage 3, which still requires evaluation by Finsch, is similar to Stage 2 with the exception that eight LHDs on the extraction level will be fully automated. “Because the tonnages are increasing, the current indication is that steady state production would be too short to support full automation on the extraction level to make this option financially viable for the mine,” Burger said. “Discussions are still ongoing with the mine and other options will be explored together with the mine.
“AutoMine is the only integrated hauling and loading system that currently exists in the market today,” said Burger. “Most of the other mines using automated loader technology are tipping directly to ore passes or crushers and these then feed conveyors. The Finsch mine’s solution is unique in that the loader is tipping directly into an automated truck. The mine could not place the crusher closer to the ore body because of the associated stresses generated by the block cave operation. This high stress damages any installation that is situated in close proximity to the ore body.”
What makes the Finsch mine difficult to automate is the angle of the undercut. “If it was a traditional block cave, different automation zones could be relatively easily established,” Burger said. “In this case, production, construction and development activities take place in the same extraction tunnel. If the decision was made to fully automate Block 4, the system would not be operational until late 2009. That’s when the undercut is far enough across the tunnels that we could automate loading in four extraction tunnels. By that time the net present value of the system in terms of getting ore through the system has been diminished.”
Keeping the Trucks Running
Incorporating automation into mine operations
was a critical challenge. An autonomous
system requires extensive planning
and Finsch made a lot of design
changes. When they started this project,
they were one of the first companies to adopt this automation technology. With
no
reference point, they were in uncharted
waters.

Guided by an Infra-FREE navigation system, the computer controlled trucks use laser scanners to negotiate their route. The trucks have two onboard cameras and a scanner on the front and another scanner and camera on the back. The scanners have to be cleaned at the end of each shift.
“We are operating these trucks without any operators; so you limit the amount of damage on these machines. You can also get more hours out of the equipment,” said Louis Alberts, section manager-production, DBCM Finsch mine. “The main advantage is that AutoMine allows us to operate these trucks at more than 16 km/h. Legislationwise [South African mining law], we are governed at 16 km/h [for equipment with operators onboard]. That’s the beauty of this system. These trucks can run up to 35 km/h, increasing the cycle time and producing more tons per day.”
The ore has a relative large size distribution (poor fragmentation), which leads to spillage and spillage causes interruptions due to the time lost for clean up. Spillage also affects tire life. “We’re getting 5,000 hours on a tire,” Alberts said. “We are using video on the surface and onboard the equipment to watch for debris on the truck loop and we also have attached ‘cow catchers’ to the front of the trucks to push big rocks out of the way in order to improve tire life.”
Roadway and tire management is a concern. “You never have enough time for roadway cleaning and proper maintenance,” said Alberts. “When we tip the full bucket on the LHD, we drop the bucket on the footwall as we tram it back to the drawpoint to clean the road.”
Ideally, if Alberts had one more truck (a seventh), he explained that he could run all six trucks all the time. Now the mine has to pull one out of rotation for daily maintenance. The plan is set up for six currently. “We’re working smarter,” said Alberts. “Little things can add up. We are now refueling trucks in five minutes instead of 15 minutes—that amounts to an extra hour per shift.
“There is a significant increase in fleet utilization because one operator, sitting in the surface operations center, can monitor two to three machines at a time,” said Alberts. “Their working conditions and attitudes have also improved dramatically.”
Mission Control System: the Brains
In the surface control center—a large modern
control room—10 people are controlling
or monitoring most of what is happening
underground. The room is divided into
two areas: ore management and MCS. A
production shift supervisor keeps an eye
over the entire ore management system.
Two technicians monitor dispatch and the
plant, while another watches the underground
storage system. At another station,
an engineer analyzes data.
The technicians can see the storage levels and the ground handling system. If there is a problem with the primary crusher, the Scada program will determine the problem and notify miners underground. “Time is money and, when the crusher is standing, the mine is standing,” Alberts said. From any of the stations, video footage from almost all of the places underground can be viewed.

“The truck operator is overlooking the LHDs loading into the trucks,” Alberts said. “If he sees a big rock or a piece of steel protruding, we get somebody down there to clear it. If we don’t and that cable or roof bolt hits any fiber optic cables, we’re talking three hours of downtime for splicing.” If there is a problem, the operator can tele-remotely take control of the trucks. Using video cameras, the LHD operator crowds the muck pile just as if he were underground in the cab. The system also gives the LHD operator’s name, the fuel level and condition monitoring.
An Access Control System prevents people from entering the automated area while the trucks are operating. If one of the proximity switches is tripped or if someone jumps a gate and triggers the lasers, it shuts the system down. Many more safety checks are built into the system.
This is all part of the Sandvik AutoMine package. In the future, the Finsch mine hopes to roll out automation to the entire undercut level as well as looking at optimization studies. For the time being, autonomous loading on extraction is on hold pending the evaluation of the undercut loading trials. There are, however, a few optimization exercises that the mine is considering to push the system to 20,000 mt/d or more.
