Cortez Gold site location map
Software Modeling Cuts SAG Energy Consumption at Cortez Gold
By AbdulMajeed Aziz and Mike Mosser
Operation of existing SAG mills can be improved by conducting a plant sampling campaign using a flowsheet simulator to examine the flow rates and size distribution of various streams and implementing these findings in the plant. Many plants also routinely apply optimizing control strategies to improve mill operation. A new method that examines the design of SAG mill internals and improves the design through process simulation and modeling is promising large energy savings in SAG mill operations.
The U.S. mining industry operates approximately 80 SAG mills domestically. Depending on the mill size, SAG mills draw from 2,680 hp to 22,800 hp. The product from the mill is further reduced in size using pebble crushers and ball mills. Typical gold and copper ores require energy between 2 and 7.5 kWh/t of ore to reduce the particle size. It is not uncommon for a SAG mill operation to draw ±50% of nominal energy over a weekly period. Such variation in energy consumption is attributed to ore geology, as SAG mills are expected to adapt to changes in ore geology, posing a constant obstacle for mill operators.
A research team led by Dr. Raj Rajamani and Dr. Sanjeeva Latchireddi at the University of Utah is pursuing improved energy efficiency of grinding in SAG mills by means of new shell and pulp lifter design, and process optimization through simulation and modeling of the SAG mill process.

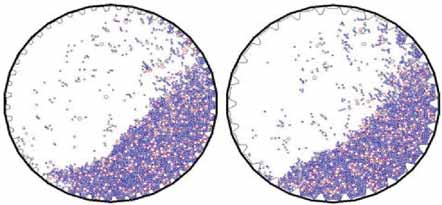
Julius Stieger, mill superintendent at Cortez Gold Mines, played a key role by facilitating between Cortez’s mill operations and the research team. According to Stieger, the main problems encountered in Cortez’s SAG mill operation were the number of unscheduled shutdowns required to repair broken liners, resulting in fluctuations in mill throughput. In the first quarter of 2004, the research team did a number of crash-stop studies at Cortez to understand the slurry transport and grinding performance of the mill (Figure 1). In particular, the ability of the pulp lifter to fully discharge all of the fine pulp generated in the mill was examined in several ways.
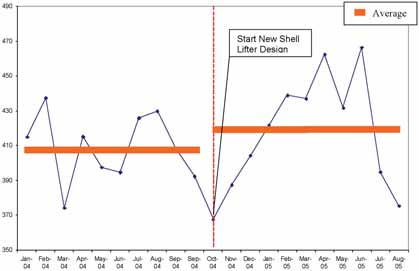
In the summer of 2004, a new shell lifter design was presented to Cortez and ultimately installed in the SAG mill in September. According to Stieger, “At first we were back on the learning curve…we learned how to operate the SAG mill with the new set of lifters. It was not easy, but it paid off.” The SAG mill was drawing approximately 236 kW less power—a 10% energy reduction— while maintaining the same level of production by December 2004.
Fabricated by Norcast, the new single shell lifter unit weighed 3,000 lb more than double the weight of the previous design at 1,200 lb. Because of the added weight and other configuration and design differences from the conventional lifters in use at the time, the mine had exercised caution in the installation of the new lifters, and was even uncertain about the inching drive’s capability to handle the extra weight. The plant’s liner handler was upgraded from 3,000- to 4,000-lb capacity for safety and extra handling capacity and the research team and mill designer assured Cortez that the SAG mill could now handle an additional capacity of 65 tons. Calculations showed that although an extra 100 hp was needed to start the mill and motor energy consumption increased slightly, net energy savings outweighed these increases.
Although each lifter weighed 250% more than previously installed lifters, 33% less lifters were needed for installation. This was after Cortez’s decision in 2003 to eliminate every other lifter row to minimize packing and maximize charge lift and mill volume. The lifter relief angle provides for optimal ball strikes, which decreased noise around the mill area.
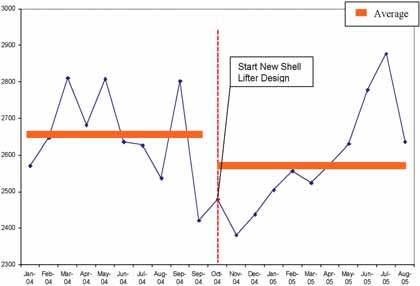
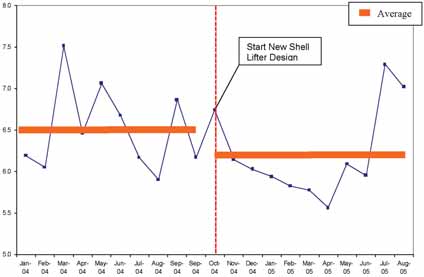
In the first month, extreme cycling of feed rates to the SAG mill still occurred and operators had to fine-tune their parameters to optimize power consumption. After optimizing parameters, electric energy consumption, on average, decreased in the range of 0.3–1.3 kWh/t. Actual SAG mill power drawn, on average, decreased by 230–370 kW or 10% with the implementation of the new lifters (Figure 3).
Also, recirculation of material to the cone crusher was reduced by up to 10% as a result of more efficient grinding of critical size material in the mill. Cortez’s Stieger said the savings in operating costs totaled $0.023–$0.048 per ton milled.
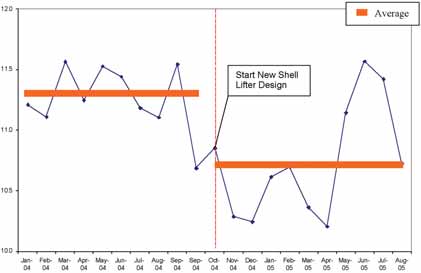
The feed rate trend during the same period of operation is shown in Figure 5. It is not unusual for feed rate to decrease toward the end of liner life, and as a new set is installed, the feed rate starts to increase. In this case, Cortez operators had to learn the behavior of the SAG mill while operating with the radically new design of liners.
After six months of operation, Cortez estimated that the new lifter design decreased steel degradation to 57 kg per day in the SAG mill, compared with 81 kg per day from the old design. The optimized particle trajectory and better locking of the charge between lifters prevents impact and abrasion damage. Due to these changes, downtime from cracked shell plates, broken lifters or leaky bolts was eliminated. The lifetime of this lifter set lasted 11 months (October 2004 to August 2005). At the end of set life, Cortez re-installed a new set of lifters and continued using this process.
SAG mill simulation and design optimization were successful for Cortez, where an estimated $1.5 million will be saved annually through reduced operating costs and unscheduled mill shutdowns. Due to the tremendous success of this research, Cortez developed a new pulp lifter design that was installed in August 2006. DOE regards this project as a significant success with potential cumulative energy savings of up to 11.6 x 1012 Btu over a 10-year period when applied to 50% of the installed SAG mills in the United States This figure could increase if more mines begin or restart production.