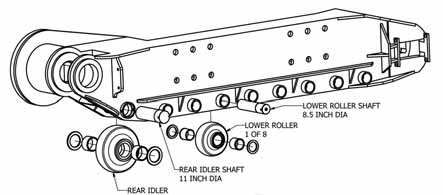
Figure 1: Schematic drawing of a crawler track. Note the location of the load roller bushings,
load roller thrust washers and idler bushings.
ToughMet Load Roller Bushings Extend Maintenance Cycles on a Large Electric Shovel
By David Krus, Steve Geertson and Steve Metzger
One such mine, near Seattle, Washington, USA, was attempting to maximize the efficiency of two P&H 4100XPB shovels. The mine valued productivity and took an “overall value” approach to maintenance. That is, they consider that extending maintenance intervals lowers maintenance costs and increases productivity. In this view, parts that have a higher purchase price but last longer may be seen as costing less overall for the mine. The overall value approach requires an open mind with regard to testing new components and the flexibility to alter purchasing budgets when an overall cost savings can be proven.
The 4100XPB shovel can load a 240- ton truck in three passes at a high rate of repetition. This capacity and speed requires a huge support structure. The gross vehicle weight is more than 3 million lb, all of which is supported by the undercarriage and tracks. There are 16 load rollers in the track assembly over which the load is distributed. The load rollers rotate on hardened steel shafts, and two bronze load roller bushings act as sleeve bearings between each of the rollers and the shafts.
The function of the load roller bushings is to decrease the friction between the steel shafts and the steel rollers and to be a sacrificial part. The bushings are designed to protect the structural shafts from wear and allow the rollers to rotate easily under extreme load. The bushings have an 8.5 in. inside diameter, 0.75 in. thick wall and a length of 8.8 in. During tramming on uneven ground, a single roller may be required to support up to 1.5 million lb. This will deflect the shaft, causing point loading of the bushing with pressures of more than 100,000 psi. Like many heavy, tracked vehicles, there are seals on the shafts which are designed to keep abrasive contaminants out of the interface between the bushings and shafts. However, high pressures and deflections in the crawler track make perfect sealing nearly impossible. Using grease flow to push particles out of the joint is the principle protection against corrosion and contamination. Those brutal operating conditions require brute-force engineering, the application of the strongest, most durable components possible.
With the added vehicle weight of the 4100XPB, the manganese brass bushings often do not approach the 30,000- hour life goal. On the two 4100XPB shovels at this mine, C86300 load roller bushings were lasting more than 20,000 hours, but were not capable of reaching a 30,000-hour goal. Because productivity is so valuable, the mine continued to run the track assembly well after the bushings had worn out, using the incredible machine power to overcome the additional friction that resulted.
In an attempt to reliably reach maintenance intervals of 30,000 hours or more on their 4100XPB’s, the mine’s Large Equipment Planner challenged L&H Industrial, an equipment solutions provider located in Gillette, Wyoming, USA, to find a bushing material and design that would “last forever,” or at least as long as the track. While L&H had previously supplied equipment upgrades to this mine with good success, extended life in the load roller bushing application was an exceedingly robust requirement.
L&H engineers were forced to consider bushing materials with new property sets to combat the different phenomena that can cause wear in heavily loaded bushings. Among these are abrasion from friction and contaminants, deformation under severe load, and galling (adhesion or cold-welding) of similar materials together. High material hardness and low coefficient of friction equate to abrasion resistance, and high yield strength provides deformation resistance.

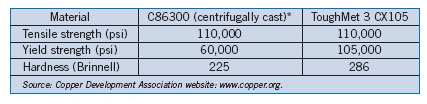
After steel, the next strongest bushing materials are copper based alloys—brasses and bronzes. As noted previously, C86300 was a logical initial choice for its relatively high strength and low friction. The problem then became one of finding a material with significantly higher yield strength and hardness but a low coefficient of friction equivalent to that of C86300.
The engineers at L&H searched materials and mining literature on the. Internet and in print for candidate alloys. They found several mining case histories where a relatively new material, Brush Wellman’s ToughMet 3 CX105 (UNS C96900) had replaced both carburized steel and high strength bronzes in severe bushing applications. ToughMet 3 CX105 is composed of 77% copper, 15% nickel and 8% tin. A case history in which Joy Mining replaced carburized steel bushings with bushings made from ToughMet (“New Alloy Increases Dynamic Pin Life,” September 2003, Coal Age, p. 40) showed that the material is extremely resistant to adhesive wear. ToughMet 3 CX105 has a significantly higher yield strength and hardness than C86300, indicating better deformation and wear resistance. This was substantiated by a case history at Euclid-Hitachi, currently Hitachi Construction Truck, where Tough- Met had been shown to resist wear several times better than high strength aluminum bronze, which has similar yield strength and hardness to C86300.
After contacting Brush Wellman to learn more about ToughMet’s availability, properties and pricing, L&H began discussing the option with the mine’s Large Equipment Planner. Together, they determined that, if bushings made from ToughMet lasted as long and tolerated abuse as well as expected, the reduced maintenance cost and increased up-time would more than offset the increase in material purchase price. However, since ToughMet had never been tested in a shovel load roller application, Brush Wellman and L&H shared the mine’s risk with a prorated guarantee of 15,000 running hours for both the material and the bushing design.
At that point, none of the participants expected to see the installed bushings again until they needed to be replaced, hopefully in over 30,000 hours. A rare opportunity to inspect the bushings in mid-life presented itself when a potential problem with the crawler frames on both shovels was discovered in early 2006. Replacement of a crawler frame requires complete removal of the track assembly, including separation of the load rollers from the shafts. The inside diameters of the load roller bushings would be accessible for visual inspection and measurement. The planner invited both L&H and Brush Wellman to inspect the bushings during the disassembly.

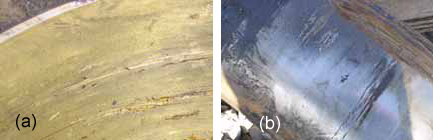
Since none of the load rollers in this track assembly were C86300, the best chance for material behavior comparisons with ToughMet was in the rear idler bushing. The loading in the rear idlers is similar to that in the load rollers. The rear idler bushings are larger in diameter, distributing the load over a larger surface than in the load roller bushings, so the pressure in the rear idlers is lower. Wear in the rear idler bushing was measured to be about 0.200 in. If the wear rate was constant until 30,000 running hours, there would be only about 10% of the 7/8-in.-thick bushing wall remaining. The idler bushings and the thrust washers also showed plastic deformation in the form of severe “mushrooming” of their edges.
The durability of the ToughMet material was also notable. One of the load roller bushings showed signs of melting on the inside surface. A thin layer of melted material had transferred to the shaft, which showed heat discoloration. The high frictional heating that would have been required to cause the surface melting and discoloration indicates that the bushing spent at least a portion of its life running without grease. Blocked or severed grease lines are not uncommon, given the operating conditions of mining shovels. Even with this abuse, the wear on the ToughMet ID was 0.008-in. or less and the steel shaft was undamaged. The thin, melted-on layer of ToughMet did not interfere with the shaft-bushing function. One of the mine maintenance technicians remarked that he would have expected severe wear, if not failure, of the C86300 bushings under similar conditions.
After seeing the wear in the front idler bushings and thrust washers as compared to the condition of the ToughMet, the planner ordered front idler bushings and thrust washers made from ToughMet to replace the C86300 during the crawler frame repair on the second shovel. The first shovel was urgently needed back in production, so he did not have the luxury of delaying reassembly for the time needed to design, cast and machine new washers and bushings in ToughMet. Otherwise, the first shovel would have a complete set of ToughMet wear parts in the load rollers and front idlers. The ToughMet load rollers were re-installed and running without incident at last report, three months later.
The crawler frame on the second shovel was replaced in late October 2006, allowing for inspection of the bushings on October 27. At this time, the load roller bushings in ToughMet and thrust washers in C86300 had accumulated 8,800 running hours. The rear idler bushings were recent replacements with about 5,000 running hours.
The C86300 rear idler bushings on this shovel showed the mushrooming deformation similar to those in the first. Wear on both sides was approximately 0.370 in., meaning only 58% of the original wall thickness remained. This time, new parts in ToughMet were waiting onsite to replace the C86300.
While initial indications were very promising that the bushings made from ToughMet would meet or exceed the 30,000-hour life expectation, future wear will be difficult or impossible to measure. Shortly after the tracks of the second shovel were re-assembled, the mine ceased operation, citing rapidly escalating production costs in the aging pits. In late 2006, the shovels were being prepared for sale to another mine.
The use of ToughMet in other heavilyloaded mining bushing applications has demonstrated that the wear rate is relatively constant, provided there is no drastic change in environment or operating conditions. The wear in the most severe case, the front roller on the first shovel, extrapolates to 0.144 in. in 30,000 hours. That is only 19% of the wall thickness, which suggests that load roller bushings made from ToughMet would still be functional when the track requires replacement at 30,000 hours.
David Krus, Ph.D., is director, Engineered Products & Mechanical Systems Marketing, for Brush Wellman Inc., Cleveland, Ohio. Steve Geertson, P.E., is a design engineer for L&H Industrial, Gillette, Wyoming. Steve Metzger, P.E., is chief design engineer-Mining Parts, for L&H Industrial, Tucson, Arizona.